When you think about the countless metal tubes surrounding you - from bicycle frames to pneumatic systems - you're likely looking at extruded aluminum in its most elegant form. But what exactly goes into creating these seamless, perfectly round profiles?
Circular aluminum extrusion is a precision manufacturing process in which heated aluminum billets are forced through round dies to create seamless tubular profiles with consistent cross-sections, superior structural integrity, and smooth surface finishes.
This specialized form of aluminum extrusion produces round tubes and pipes that engineers and manufacturers rely on across virtually every industry. Unlike welded tubes that have seams, these profiles emerge as one continuous piece - meaning no weak points, no inconsistencies, and no compromise on quality.
Imagine squeezing toothpaste through a tube. The aluminum extrusion process works on a similar principle, just with far more precision and considerably more force. Here's what happens behind the scenes:
A cylindrical aluminum billet gets heated to temperatures between 800°F and 925°F, making it soft enough to shape but still solid. The heated billet then enters a container where a powerful hydraulic ram applies immense pressure - sometimes exceeding 15,000 tons. This force pushes the aluminum through a specially designed circular die, and out comes a perfectly round profile.
As the extruded aluminum emerges, liquid nitrogen often cools specific sections of the die. This serves two critical purposes: it extends the die's lifespan and creates an inert atmosphere that prevents oxide formation on your finished product. The result? Cleaner surfaces and more consistent dimensions.
You might wonder why circular profiles deserve their own category when aluminum extrusions come in countless shapes. The answer lies in their unique structural advantages and manufacturing considerations.
Round aluminum extrusion offers uniform stress distribution that rectangular or T-slot alternatives simply cannot match. When pressure applies from any direction, a circular profile distributes that load evenly across its entire circumference. This makes these profiles ideal for applications involving internal pressure, torsional stress, or rotating components.
Consider the alternatives:
While aluminium t bar extrusions and other shaped profiles serve important purposes, round profiles remain the go-to choice when you need optimal strength-to-weight ratios, fluid dynamics efficiency, or components that must rotate or roll.
For both engineers specifying materials and procurement professionals sourcing components, understanding these distinctions helps you match the right profile type to your project requirements - saving time, money, and potential headaches down the road.
Now that you understand what circular aluminum extrusion is and why round profiles matter, you're probably curious about what actually happens on the factory floor. Here's where things get interesting - and where most supplier websites leave you hanging with nothing but product catalogs.
The manufacturing method you choose directly impacts your final product's dimensional tolerances, surface finish, and mechanical properties. Two primary processes dominate the production of extruded aluminum tube: standard extrusion and cold drawing. Understanding the distinction helps you specify the right product for your application.
These two manufacturing approaches might produce similar-looking products, but they work on fundamentally different principles.
Standard extrusion pushes heated aluminum through a die using hydraulic pressure. Think of it like squeezing soft clay through a shaped opening. The aluminum billet gets preheated to around 700-930°F (370-500°C) until it becomes soft and malleable - but not liquid. A hydraulic ram then forces this softened metal through the die opening, and the aluminum extrusion tube emerges shaped to the die's specifications. As the profile exits and cools, it hardens into its final form.
Drawn tube processing works in the opposite direction. Instead of pushing, this method pulls aluminum through a die cavity. The aluminum undergoes what engineers call plastic deformation - essentially stretching the metal to achieve the desired shape. This cold-working process requires careful attention to the metal's flexibility because stretching too aggressively makes the material brittle and weak.
So which should you choose? Consider these key differences:
| Factor | Standard Extrusion | Drawn Tube |
|---|---|---|
| Cost | Generally more economical | Higher due to additional tooling requirements |
| Dimensional Tolerance | Good for most applications | Tighter tolerances achievable |
| Surface Finish | Mill finish standard | Smoother, more refined finish |
| Wall Thickness | Broader range available | Better for thin-wall applications |
| Typical Products | Structural tubing, frames, railings | Precision tubes, cans, specialized components |
For most circular aluminum extrusion applications, standard extrusion delivers the best balance of cost, quality, and versatility. Drawn tubing becomes the better choice when you need exceptionally tight tolerances or very thin walls that standard extrusion cannot reliably produce.
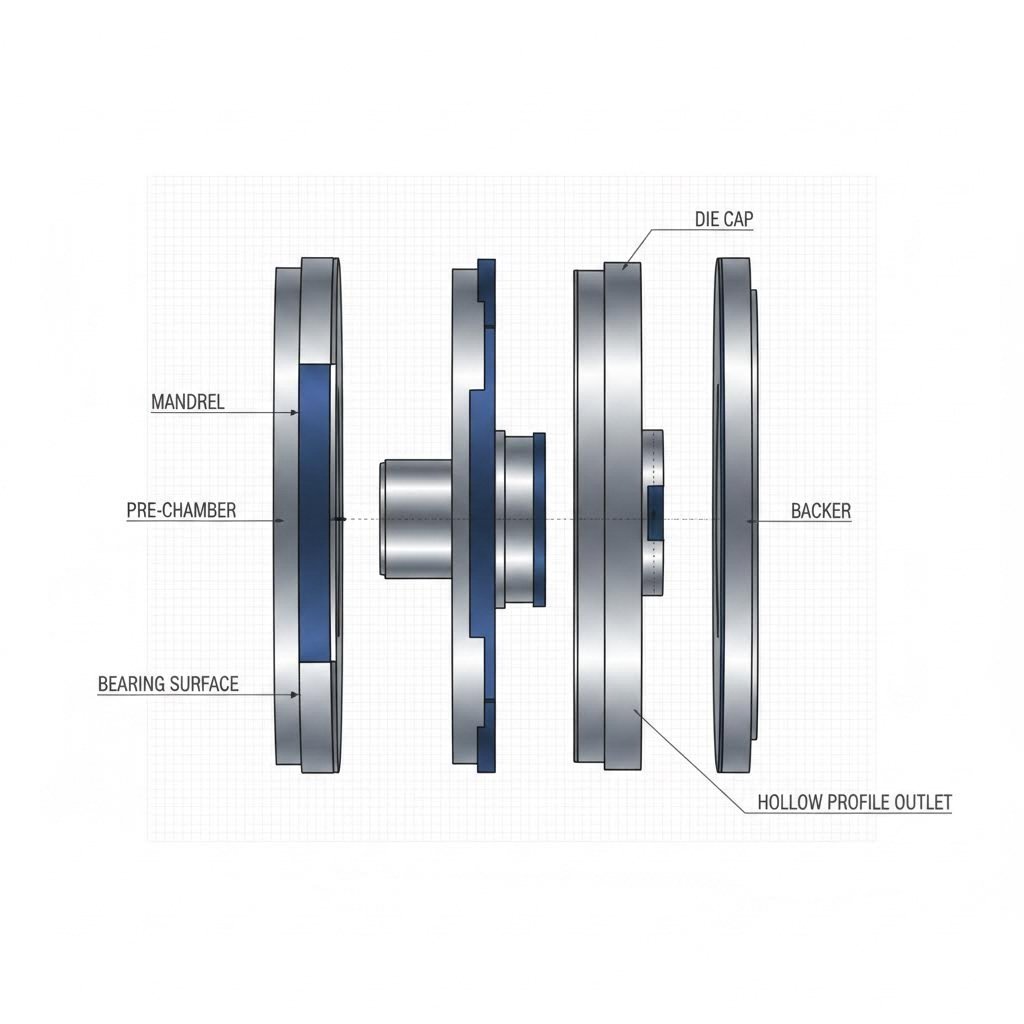
The die is where the magic happens - or where problems begin. This precision-machined steel disk contains the opening that shapes your extruded tubing, and its design directly determines your profile's quality, consistency, and dimensional accuracy.
For circular profiles, manufacturers typically use hollow dies with three essential components:
Effective die design hinges on achieving uniform material flow velocity. When aluminum flows unevenly through the die, you get warping, inconsistent wall thickness, and surface defects. Experienced die designers adjust bearing lengths - the distance aluminum travels within the die - to ensure all sections exit at the same speed. Thicker profile areas receive longer bearing lengths to slow the flow, matching the speed of thinner sections.
Press tonnage also plays a critical role in what's achievable. Extrusion presses range from approximately 1,000 to 15,000 tons of force. Higher tonnage presses can produce larger diameter tubes and push aluminum through more complex die configurations. However, more force isn't always better - matching press capacity to your specific profile requirements ensures optimal results.
Every extruded aluminum pipe follows a carefully controlled production sequence. Understanding these steps helps you appreciate why certain specifications cost more or require longer lead times:
Each variable in this sequence influences your final product. Billet temperature affects how smoothly aluminum flows through the die - too cool and you risk surface tearing; too hot and dimensional control suffers. Extrusion speed impacts both productivity and quality, with slower speeds generally producing better surface finishes but increasing costs. Cooling rates determine the aluminum's grain structure and ultimately its strength characteristics.
When you're evaluating aluminium extrusion tube suppliers, ask about their process controls at each stage. Manufacturers who can explain their temperature management, speed parameters, and quality checkpoints demonstrate the technical competence you need for consistent, reliable products.
You've seen how circular aluminum extrusions get made. Now comes the question that separates successful projects from costly mistakes: which alloy should you specify? This decision affects everything from your product's strength and corrosion resistance to how much you'll pay and whether your supplier can even produce what you need.
Most aluminium extrusion suppliers stock two primary alloy families for round aluminum tube production: 6063 and 6061. Both belong to the 6000 series aluminum alloys, meaning they contain magnesium and silicon as their primary alloying elements. But that's where the similarities end.
6063 Aluminum - often called the "architectural alloy" - dominates the circular extrusion market. Why? This alloy flows beautifully through dies, producing smooth surface finishes that look great even without additional treatment. When you need extruded aluminum tubing for visible applications like handrails, furniture frames, or decorative trim, 6063 delivers the aesthetics you're after.
But here's what the product catalogs don't tell you: 6063's excellent extrudability comes with a trade-off. According to Eagle Aluminum's technical comparison, 6063-T6 offers an ultimate tensile strength of at least 28,000 psi and yield strength of 23,000 psi. That's perfectly adequate for most architectural and general-purpose applications, but it won't cut it when structural demands increase.
6061 Aluminum steps in when strength matters more than surface appearance. This precipitation-hardened alloy - developed back in 1935 - remains one of the most versatile options for demanding applications. With 6061-T6 delivering ultimate tensile strength of at least 42,000 psi and yield strength of 35,000 psi, you're looking at roughly 50% more strength than comparable 6063 profiles.
Consider 6061 for round profiles used in:
| Property | 6063 Aluminum | 6061 Aluminum |
|---|---|---|
| Ultimate Tensile Strength (T6) | 28,000+ psi | 42,000+ psi |
| Yield Strength (T6) | 23,000+ psi | 35,000+ psi |
| Corrosion Resistance | Excellent | Very Good |
| Weldability | Excellent | Good |
| Surface Finish Quality | Superior | Good |
| Anodizing Response | Excellent | Good |
| Extrudability | Excellent | Good |
| Typical Applications | Architectural trim, furniture, window frames | Structural components, marine, automotive |
Sounds complex? The temper code following your alloy number tells you exactly how the aluminum was processed after extrusion - and this processing determines its final mechanical properties.
For extruded tubing aluminum products, you'll encounter two temper designations most frequently:
T5 Temper: The profile gets cooled directly from the elevated temperature extrusion process and then artificially aged. According to the MMG Extrusions Temper Guide, T5 represents the most economical heat treatment option since it skips the separate solution heat treatment step. You'll get good mechanical properties at a lower cost, making T5 ideal for applications where maximum strength isn't critical.
T6 Temper: This involves solution heat treatment by artificial aging. The aluminum first heats to dissolve alloying elements into a solid solution, then rapidly cools (quenching), and finally ages at elevated temperature to precipitate strengthening particles throughout the metal's grain structure. The result? Maximum strength and hardness for that particular alloy.
Other temper designations you might encounter include:
When specifying round aluminum tube dimensions, understanding realistic tolerance expectations prevents frustration and ensures your parts actually fit together.
Standard circular aluminum extrusion tolerances typically allow:
Need tighter tolerances? Drawn tube processes or post-extrusion machining can achieve ±0.002" or better - but expect to pay a premium. For many applications, including smaller profiles like 20mm aluminum extrusion sizes, standard tolerances work perfectly well.
Wall thickness options for extruded aluminum tubing typically range from 0.040" to 0.500", though your specific options depend on the outer diameter. Smaller tubes like 20 x 20 aluminium extrusion or 20mm x 20mm aluminum extrusion profiles naturally accommodate thinner walls, while larger diameters can support much thicker sections.
Diameter ranges vary significantly by supplier capability. Most manufacturers produce round profiles from 0.5" to 12" outer diameter through standard extrusion. Larger diameters require specialized equipment and may carry minimum order requirements.
The key takeaway? Match your alloy and temper selection to your actual performance requirements - not to what sounds most impressive. Specifying 6061-T6 when 6063-T5 would suffice just increases your costs without adding value.

You've selected your alloy and specified your dimensions. But here's what many buyers overlook until it's too late: the surface finish you choose can make or break your circular aluminum extrusion's performance, appearance, and lifespan. Whether you're sourcing aluminum tube extrusion for architectural applications or industrial machinery, understanding your finishing options prevents costly surprises down the line.
Surface treatments fall into two broad categories that serve fundamentally different purposes. Decorative finishes enhance visual appeal - think vibrant colors, reflective sheens, or sophisticated matte textures. Functional finishes prioritize protection and performance, adding corrosion resistance, wear resistance, or specialized properties like electrical insulation. Many treatments deliver both benefits simultaneously, which is why matching the right finish to your application matters so much.
Anodizing isn't just a coating applied to your aluminum tube round profiles - it's an electrochemical conversion process that transforms the surface itself. During anodizing, the aluminum immerses in an electrolytic bath while electrical current passes through. This process thickens the natural oxide layer from mere nanometers to a robust, protective coating measured in microns.
Why does this distinction matter? Unlike paint or powder coating that sits on top of the metal, anodized layers become integral to the aluminum substrate. They won't chip, peel, or flake off because they're literally part of the metal. According to industry analysis from PTSMAKE, properly applied anodizing typically lasts 10-20 years, with high-quality Type III hard coat anodizing exceeding this lifespan in many applications.
Two primary anodizing types dominate the market for extruded aluminum channel and round profiles:
The porous structure of freshly anodized aluminum creates unique aesthetic possibilities. Before sealing, these microscopic pores readily absorb dyes, producing colors that won't fade because they're embedded within the oxide layer itself. Suppliers offering custom anodizing can match virtually any color specification, from standard options like champagne and rose gold to precise Pantone matches for brand consistency.
When your application demands more than anodizing alone provides - or when you need colors and textures beyond what anodizing can achieve - protective coatings step in to fill the gap.
Powder coating has become the workhorse of aluminum finishing for good reason. The process applies electrostatically charged dry powder to your extruded aluminium channel or round profiles, then cures it under heat to form a tough, continuous film. Unlike liquid paint, powder coating contains no volatile organic compounds (VOCs), making it the environmentally responsible choice.
What makes powder coating particularly attractive for circular aluminum extrusion? Consider these advantages:
For extreme environments, specialized coatings provide protection that standard options cannot match. PVDF (polyvinylidene fluoride) coatings excel in architectural applications where UV exposure and weathering would degrade lesser finishes over decades. Micro-arc oxidation creates ceramic-like surface layers with extraordinary hardness and thermal resistance - ideal for components in aerospace or high-temperature industrial applications.
Here's how the main finishing options compare across critical performance factors:
| Finish Type | Corrosion Resistance | Wear Resistance | Color Options | Best Applications |
|---|---|---|---|---|
| Mill Finish (uncoated) | Basic | Low | Natural aluminum | Interior, non-visible components |
| Type II Anodizing | Excellent | Good | Wide range with dyes | Architectural, consumer products |
| Type III Hard Anodizing | Excellent | Exceptional | Limited (typically dark) | Industrial, aerospace, high-wear |
| Powder Coating | Very Good | Very Good | Unlimited | Outdoor furniture, equipment |
| PVDF Coating | Superior | Good | Wide range | Building facades, long-term outdoor |
Surface treatment capabilities vary dramatically between suppliers. Some offer only mill finish and outsource all secondary processing. Others maintain comprehensive in-house finishing lines that streamline your supply chain and ensure quality control.
When evaluating suppliers for your c channel aluminum extrusion or circular profiles, look for comprehensive treatment options under one roof. Shengxin Aluminium's deep processing services exemplify what a full-service supplier brings to the table: custom anodizing in colors like champagne and rose gold, powder coating capabilities, PVDF finishes for demanding architectural applications, and specialized options like micro-arc oxidation. Having these capabilities integrated with extrusion production means tighter quality control and faster turnaround compared to shipping profiles between multiple vendors.
The finish you specify should match your application's actual demands - not just what looks impressive on a specification sheet. An indoor furniture frame doesn't need PVDF protection, and a visible architectural railing shouldn't leave the factory with plain mill finish. Getting this balance right saves money while ensuring your extruded aluminum channels and round profiles perform exactly as intended.

You've got your alloy selected, your specifications dialed in, and your surface finish chosen. Now comes the practical question: where do these round profiles actually get used? And more importantly, should your project be using circular aluminum extrusion instead of rectangular or T-slot alternatives?
The answer depends entirely on what you're building. Round aluminium extrusion dominates certain applications for very specific reasons - and understanding those reasons helps you make smarter specification decisions rather than defaulting to whatever shape seems familiar.
When architects and structural engineers reach for extruded aluminum tubes, they're typically solving problems that other profile shapes simply cannot address as elegantly.
Architectural projects leverage round profiles for both structural performance and visual appeal. The clean, continuous lines of circular extrusions create modern aesthetics that angular profiles cannot replicate. Consider handrails along curved staircases, decorative columns in commercial spaces, or curtain wall framing where sleek sightlines matter.
According to Chalco's industry applications guide, aluminum round tubes are extensively used in architectural engineering due to their light weight, high strength, and outstanding corrosion resistance - maintaining stable performance even in harsh outdoor environments.
Key architectural and structural applications include:
Why choose circular over rectangular for these applications? The uniform stress distribution matters when profiles span long distances or support dynamic loads. Plus, round profiles eliminate sharp corners that can catch clothing, injure pedestrians, or collect debris.
Step onto any factory floor, and you'll find aluminum extruded tubes working in applications where their unique properties provide distinct advantages over channel extruded aluminum or T-slot framing.
Conveyor systems represent one of the largest markets for circular extrusion aluminum. Rollers, guide tubes, and frame components benefit from round profiles that facilitate smooth material flow and easy rotation. The cylindrical shape naturally integrates with bearings, bushings, and other rotational elements without requiring complex adapters.
Pneumatic and hydraulic systems rely heavily on extruded aluminum tubes for fluid and gas transport. Unlike welded tubes, seamless extrusions eliminate potential leak points along their length. The consistent wall thickness achieved through precision extrusion ensures uniform pressure handling throughout the system. For applications requiring pressure resistance, seamless aluminum round tubes with alloys like 6061, 7075, or 5052 deliver the strength and reliability these critical systems demand.
Industrial applications where round profiles excel:
Beyond heavy industry, circular aluminum extrusion finds its way into products you likely encounter daily.
Automotive applications leverage round tubes for everything from structural roll cage components to decorative trim pieces. The aerospace industry takes this further, using aluminium extruded tubes in aircraft framing, fuel lines, and instrument housings where weight savings translate directly to fuel efficiency.
Furniture and fixtures increasingly specify round aluminum profiles for their clean appearance and durability. Office chair bases, table legs, retail display systems, and outdoor furniture frames all benefit from circular extrusion's combination of strength, corrosion resistance, and aesthetic versatility.
Sporting goods represent another major market. Bicycle frames, tent poles, hiking equipment, and marine accessories demand lightweight strength that round aluminum profiles deliver consistently. The uniform wall thickness achieved through extrusion ensures predictable performance under the dynamic loading these products experience.
Here's the guidance most supplier websites never provide: how do you actually decide between round, rectangular, or T-slot profiles?
Choose circular extrusion when:
Consider rectangular or T-slot alternatives when:
According to Orange Aluminum's technical comparison, round tubing offers greater strength and durability because the cylindrical shape distributes pressure evenly - making it roughly 20% lighter than equivalent square tubing while maintaining superior structural properties. This strength-to-weight advantage makes circular profiles the clear winner for weight-sensitive applications.
The bottom line? Match your profile shape to your actual functional requirements rather than defaulting to convention. When you understand why round profiles outperform alternatives in specific scenarios, you can confidently specify circular aluminum extrusion where it delivers real advantages - and choose other shapes where they genuinely serve your application better.
You know the alloys, you've explored the finishes, and you understand where round profiles excel. But here's where many projects stall: translating those broad categories into the specific dimensions your application actually requires. How thick should your walls be? What diameter makes sense? And how do these choices affect your budget?
Let's break down the selection process into practical decisions you can apply directly to your next project.
Every circular aluminum extrusion specification traces back to a fundamental question: what does this profile need to do? Answering that question honestly - without over-engineering or cutting corners - saves money and prevents failures.
Diameter selection starts with your application's physical constraints. Ask yourself: What space does the profile need to fit within? What components mount to or pass through it? What visual proportions suit the design?
But here's what the catalogs don't explain - diameter also affects what's manufacturable. According to Bonnell Aluminum's design guidelines, circumscribing circle size directly determines minimum achievable wall thickness. A 2-inch diameter hollow profile can maintain walls as thin as 0.062", while an 8-inch diameter demands at least 0.156" walls to extrude reliably. Specify thinner walls than the manufacturing process allows, and you'll face either supplier rejections or compromised quality.
Wall thickness drives two critical factors: structural capacity and cost. Thicker walls mean more material - and aluminum gets priced by weight. But under-specifying walls to chase cheap aluminum extrusion pricing leads to profiles that flex, dent, or fail under load. The sweet spot lies in matching wall thickness to your actual stress requirements, not defaulting to the thinnest option available.
Consider this reference for minimum wall thickness based on profile size:
| Outer Diameter Range | Minimum Wall (Hollow Profiles) | Typical Applications |
|---|---|---|
| 0.5" to under 2" | 0.055" | Furniture, decorative trim, light fixtures |
| 2" to under 4" | 0.062" - 0.078" | Handrails, frames, conveyor components |
| 4" to under 6" | 0.094" - 0.110" | Structural supports, pneumatic cylinders |
| 6" to under 8" | 0.125" - 0.140" | Heavy structural, industrial equipment |
| 8" to under 10" | 0.156" - 0.188" | Large-scale architectural, specialty industrial |
Length considerations often get overlooked until they create problems. Standard extrusion lengths typically range from 12 to 24 feet, though suppliers cut to your specifications. Longer profiles require more careful handling, specialized shipping, and may incur straightness challenges. Shorter cuts generate more scrap, increasing per-piece costs.
When you need profiles for modular systems - like 3060 extrusion framing or similar standardized assemblies - consider how your length specifications affect assembly efficiency. Ordering pre-cut lengths eliminates field cutting but demands precise measurement upfront.
Beyond basic dimensions, several factors influence whether your chosen specifications actually work for your application.
Load-bearing requirements demand careful calculation, not guesswork. As Southwest Aluminum's engineering resources explain, there's no single answer to "how much weight can aluminum support." Capacity depends entirely on the alloy, temper, profile geometry, span length, support conditions, and how loads apply.
For structural applications, you'll need to consider:
Tolerance requirements directly impact your supplier options and pricing. Standard aluminum extrusion tolerances work for most applications, but precision assemblies may demand tighter specifications. Keep in mind that cheap aluminium extrusion often comes with looser quality control - savings evaporate quickly when parts don't fit together.
Here's a decision matrix to guide your specification process:
| Project Requirement | Specification Priority | Cost Impact | Key Consideration |
|---|---|---|---|
| High structural loads | 6061-T6 alloy, thicker walls | Higher | Calculate actual stress; don't over-specify |
| Aesthetic visibility | 6063 alloy, quality finish | Moderate | Surface treatment adds cost but protects investment |
| Tight assembly tolerances | Drawn tube or post-machining | Significantly higher | Verify if standard tolerances actually fail |
| Budget constraints | Standard dimensions, T5 temper | Lower | Stock sizes reduce tooling and lead time |
| Corrosive environment | 6063 alloy, anodized finish | Moderate | Finish selection matters more than alloy choice |
| Weight-sensitive design | Thinner walls, optimized diameter | Variable | Balance weight savings against structural needs |
Understanding what drives pricing helps you make informed trade-offs rather than blindly accepting quotes.
Material weight forms the foundation of extrusion pricing. Larger diameters and thicker walls mean more aluminum per foot - and you pay for every pound. A 3-inch diameter tube with 0.125" walls contains roughly 40% more material than the same diameter with 0.080" walls.
Die complexity affects initial tooling costs. Standard round profiles use relatively simple dies, keeping tooling charges reasonable. Custom modifications - like internal ribs, external flats, or integrated mounting features - increase die cost and may require minimum order quantities to amortize the investment.
Tolerance precision adds cost at multiple stages. Tighter tolerances require slower extrusion speeds, more frequent die maintenance, and additional inspection. If you genuinely need ±0.005" precision, expect to pay for it - but question whether standard ±0.015" actually creates problems for your application.
Volume considerations work in your favor as quantities increase. Setup costs, die preparation, and quality verification spread across more pieces, reducing per-unit pricing. If your project allows, consolidating orders or committing to annual volumes often unlocks better pricing than frequent small purchases.
The practical takeaway? Specify what you actually need - not what sounds impressive. A well-matched specification that balances performance requirements against manufacturing realities delivers better value than either over-engineered profiles that waste money or under-specified ones that fail in service.
You've learned how to specify circular aluminum extrusion for your projects. But here's a question that rarely gets answered honestly: should you actually be using round profiles in the first place? Sometimes the answer is a clear yes - and sometimes a different profile type serves your application far better.
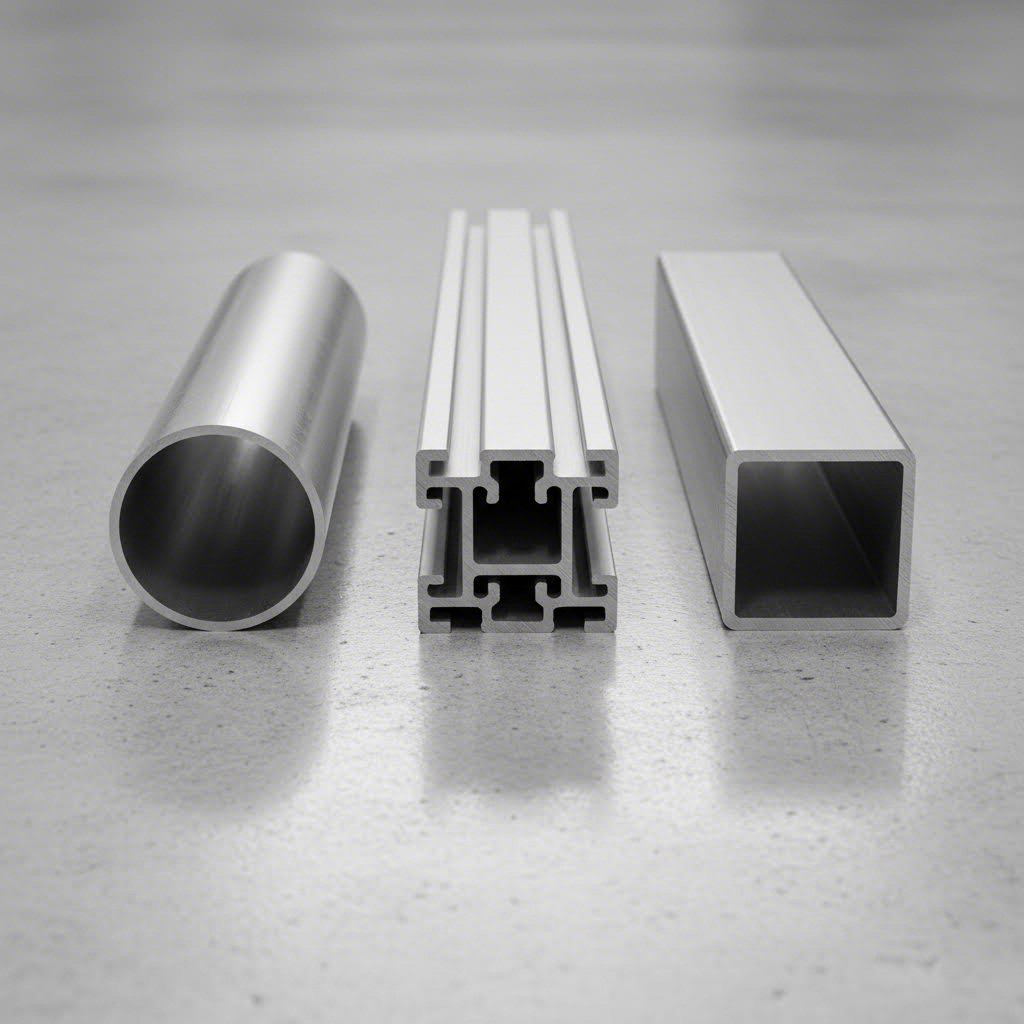
Understanding the real differences between aluminum t slot framing, rectangular tubes, and circular extrusions prevents expensive specification mistakes. Let's cut through the marketing noise and examine what each profile type actually delivers.
At first glance, comparing circular extrusions to t-slot aluminum might seem like comparing apples to oranges. They look completely different and serve different primary functions. But many applications could legitimately use either - and that's where understanding the trade-offs matters.
T-slotted aluminum extrusions dominate modular framing applications for one compelling reason: they're designed for easy, adjustable connections. According to AngleLock's technical analysis, the T-slot's fasteners run perpendicular to the profile, with generous clearance between bolts and bracket holes. This creates inherent adjustability - you can slide components along the slot before tightening, making alignment straightforward.
But that adjustability comes with a significant drawback. The clearance that enables easy positioning also creates a pivot point. T-slot joints rely on friction to maintain alignment, which means:
Circular aluminum extrusion takes the opposite approach. Round profiles don't offer built-in connection points - you'll need separate clamps, welded brackets, or machined fittings to join them. This adds complexity to assembly but eliminates the pivot-point weakness entirely.
When you need rigid, permanent connections that won't loosen, round profiles with properly engineered joints outperform aluminum extrusion t slot alternatives. The cylindrical shape also provides superior torsional resistance, making circular profiles the clear choice for applications involving rotation or twisting forces.
Rectangular and square extrusions occupy the middle ground between the modular flexibility of aluminum t channel profiles and the streamlined performance of round tubes. Their flat surfaces create natural advantages for specific applications.
Mounting and attachment becomes dramatically easier with rectangular profiles. Need to bolt a panel, sensor, or component to your frame? A flat surface provides full contact area without specialized adapters. Round profiles require saddle clamps or machined flats - adding cost and complexity that rectangular stock avoids entirely.
Stacking and nesting applications favor rectangular shapes. Shelving systems, storage racks, and modular enclosures benefit from profiles that sit flat against each other without rolling or requiring anti-rotation features.
Corner connections work more naturally with angular profiles. Joining two t channel aluminum pieces at 90 degrees requires only simple gussets or corner brackets. Achieving the same connection with round tubes demands specialized fittings or welded joints.
However, rectangular profiles concentrate stress at corners under load. Where circular extrusions distribute forces evenly around their circumference, rectangular sections experience peak stresses at corner radii. For equivalent load capacity, rectangular profiles often require more material - or accept reduced safety margins.
The following comparison helps you match profile types to your actual requirements rather than defaulting to whatever seems familiar:
| Criteria | Circular Extrusion | T-Slot Aluminum | Rectangular/Square |
|---|---|---|---|
| Strength-to-Weight Ratio | Excellent - uniform stress distribution | Good - but joints limit effective strength | Good - corners concentrate stress |
| Connection Options | Clamps, welded fittings, machined joints | Slide-in brackets, T-nuts, adjustable | Gussets, corner brackets, bolted |
| Modular Flexibility | Limited - connections are fixed once made | Excellent - reconfigure without new parts | Moderate - some adjustment possible |
| Assembly Speed | Slower - requires fitting preparation | Fast - pre-designed connection systems | Moderate - standard hardware works |
| Torsional Resistance | Superior - inherent to cylindrical geometry | Moderate - profile shape helps | Lower - open sections twist more easily |
| Aerodynamic Performance | Excellent - minimal drag and turbulence | Poor - slots create drag and noise | Moderate - flat faces create some drag |
| Cost (Profile Only) | Moderate | Higher - complex die, more material | Lower - simple shapes, common stock |
| Cost (Complete Assembly) | Variable - depends on connection method | Lower for modular builds | Moderate |
| Typical Applications | Pneumatics, rotating equipment, railings | Machine guards, workstations, enclosures | Frames, supports, structural members |
Rather than asking "which profile is best?" - a question with no universal answer - ask yourself these application-specific questions:
Will the structure experience vibration or dynamic loading? If yes, circular profiles with mechanically locked connections outperform friction-dependent t-slotted aluminum extrusions. The pivot-point weakness in T-slot joints becomes a real liability when equipment vibrates continuously.
Do you need to reconfigure the assembly later? T-slot systems shine here. Disassembling and reconfiguring without new parts or welding saves significant time and money for evolving applications like workstations or test fixtures.
Are components rotating or rolling against the profile? Circular extrusion is the only sensible choice. Trying to adapt rectangular or T-slot profiles for rotational applications adds unnecessary complexity and cost.
What matters more - initial cost or lifetime value? According to the AngleLock comparison, T-slot's lower up-front profile cost often gets offset by ongoing maintenance needs and earlier replacement cycles in demanding environments. Circular profiles with proper connections may cost more initially but require virtually no maintenance.
The bottom line? Each profile type exists because it solves specific problems well. Circular aluminum extrusion excels at pressure containment, rotation, and aerodynamic applications. T-slot aluminum delivers unmatched modular flexibility. Rectangular profiles provide the simplest flat-surface mounting. Matching the profile to your actual requirements - not just defaulting to what's familiar - leads to better-performing, more cost-effective solutions.
You've specified your alloy, determined your dimensions, and selected the right profile type for your application. Now comes the step that transforms specifications on paper into actual parts in your hands: finding and working with a supplier who can deliver what you need.
Whether you're wondering where to buy aluminum extrusion for a one-time project or establishing a long-term supply relationship, understanding the buyer journey prevents costly mistakes and sets realistic expectations for timelines and costs.
The path from initial idea to finished circular aluminum extrusion follows a predictable sequence - though the details vary based on whether you need standard stock profiles or custom extrusion work. Understanding each stage helps you plan realistic project timelines and identify potential bottlenecks before they derail your schedule.
Here's what a typical custom aluminum extrusion custom project looks like from start to finish:
For buyers sourcing standard round tube profiles, this process compresses significantly. When you buy extruded aluminum in stock sizes and alloys, you skip die development entirely - often receiving product within days rather than weeks.
Not all suppliers deliver the same experience. Knowing what separates excellent partners from adequate ones helps you evaluate options beyond just comparing quoted prices.
Technical support matters more than you might expect. When you buy aluminum extrusion for demanding applications, you need suppliers whose engineering teams can review your designs and flag potential issues. According to industry best practices, good suppliers help you avoid mistakes and maintain quality - they're partners in your success, not just order-takers.
Questions worth asking potential suppliers include:
Manufacturing capability determines what's possible. Extrusion press tonnage directly affects achievable profile sizes. Suppliers with multiple presses across different tonnage ranges - from smaller 600-ton units for precision work up to massive 5,500-ton presses for large profiles - can handle diverse project requirements without outsourcing.
Look for integrated secondary processing capabilities as well. When your supplier handles cutting, drilling, CNC machining, and surface treatment in-house, you benefit from streamlined quality control and faster turnaround. Shipping profiles between multiple vendors adds lead time, handling damage risk, and coordination headaches.
Shengxin Aluminium's deep processing services illustrate what comprehensive supplier capability looks like: 35 extrusion presses ranging from 600T to 5500T capacity, integrated CNC machining centers for precise cutting and drilling, and complete surface treatment options including custom anodizing, powder coating, and specialized finishes like PVDF and micro-arc oxidation. Their technical team provides end-to-end support from die development through mass production - exactly the kind of partnership that simplifies complex projects.
Understanding typical supplier requirements helps you plan projects realistically and avoid surprises that blow budgets or timelines.
Minimum order quantities (MOQs) vary dramatically between suppliers and profile types. Stock round tubes often ship with no minimum - you can order a single length if that's all you need. Custom extrusions typically require minimums that justify die development investment, though these minimums have decreased as manufacturing efficiency improves. According to Get It Made's extrusion guide, some suppliers now offer custom extrusions with no MOQ at all, making small-batch and prototype projects economically viable.
Lead times break down into distinct phases:
| Project Phase | Typical Duration | Variables That Extend Timeline |
|---|---|---|
| Quote preparation | 1-3 days | Complex designs requiring engineering review |
| Die manufacturing | 2-4 weeks | Hollow profiles, tight tolerances, large sizes |
| Sample production | 3-5 days after die completion | Multiple revision cycles |
| Production run | 1-3 weeks | Large quantities, complex secondary operations |
| Surface treatment | 3-7 days | Custom colors, multi-step finishing processes |
| Shipping | Varies by destination | International shipping, customs clearance |
For standard stock profiles, you might receive material within a week. Custom projects with new die development, surface treatment, and international shipping can stretch to 8-12 weeks or longer. Building this reality into your project planning prevents the frustration of missed deadlines.
Customization options extend far beyond just profile shape. Quality suppliers offer:
When you're deciding where to buy extruded aluminum, the lowest quote rarely represents the best value. Consider the total cost of doing business with each potential supplier.
Factory-direct pricing eliminates middleman markups, but only matters if the factory also delivers quality and service. Some distributors add genuine value through local inventory, technical support, and faster delivery that justifies their margins.
Communication quality predicts partnership success. Suppliers who respond promptly, answer questions thoroughly, and proactively flag potential issues save you headaches throughout the project lifecycle. Those who disappear after receiving your order often deliver problems along with your profiles.
Quality consistency matters more than sample quality. Anyone can cherry-pick perfect samples; the question is whether production runs maintain those standards. Ask about statistical process control, inspection protocols, and what happens when defects occur.
Flexibility and problem-solving prove their worth when things don't go as planned - and something always deviates from plan eventually. Suppliers who work with you to solve problems rather than hiding behind contract terms become invaluable long-term partners.
The alluminum extrusion market offers abundant choices. Taking time to evaluate suppliers thoroughly before committing ensures you're working with a partner who can extrude aluminum to your specifications consistently, communicate clearly throughout the process, and support your success beyond just fulfilling orders.
Aluminum extrusion costs depend on several factors: raw material prices fluctuating with global markets, die complexity for custom profiles ($400-$2,000+), alloy selection (6061 costs more than 6063), tolerance requirements, and surface treatment choices. Volume significantly impacts pricing - setup costs spread across larger orders reduce per-unit costs. Standard stock profiles cost less than custom extrusions requiring new tooling and engineering review.
Common issues include dimensional inaccuracies from irregular cooling, worn dies, or incorrect extrusion speeds causing poor assembly fit. Surface defects like scratch marks or die lines arise from improper lubrication or billet contamination. For circular profiles specifically, achieving consistent wall thickness requires precise die design and controlled material flow velocity. Quality suppliers address these through statistical process control and regular die maintenance.
Standard extrusion pushes heated aluminum through a die using hydraulic pressure, ideal for most applications with good tolerances and cost-effectiveness. Drawn tube pulls aluminum through a die cavity at room temperature, achieving tighter tolerances and smoother finishes but at higher cost. Choose standard extrusion for structural tubing and frames; select drawn tube for precision applications requiring thin walls or exceptionally tight dimensional control.
6063 aluminum excels for architectural and decorative applications with superior surface finish and excellent anodizing response, offering 28,000+ psi tensile strength. 6061 provides approximately 50% more strength (42,000+ psi) for structural, marine, and high-stress applications. Both offer good corrosion resistance and weldability. Choose 6063 when aesthetics matter; select 6061 when strength is the priority.
Custom circular extrusion timelines include: quote preparation (1-3 days), die manufacturing (2-4 weeks), sample production (3-5 days), production run (1-3 weeks), and surface treatment (3-7 days). Total lead time ranges from 8-12 weeks for complex custom projects with international shipping. Stock profiles ship within days. Suppliers like Shengxin Aluminium with 35 extrusion presses and integrated CNC machining can streamline these timelines significantly.




 บริการออนไลน์
บริการออนไลน์ 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 ไทย
ไทย English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية Việt
Việt Українська
Українська