When people search for what is extrusion aluminum, they are usually pointing to two related ideas: the manufacturing process and the shape that process creates. Those ideas are connected, but they are not the same thing. Common manufacturer references from Bonnell Aluminum and Gabrian describe the same core principle: a heated aluminum alloy billet is pushed through a die by a ram, and the metal exits as a long shape with a consistent cross-section.
Aluminum extrusion is the process of pushing heated aluminum alloy through a shaped die, while extruded aluminum is the finished profile that comes out.
That plain answer covers both what is aluminum extrusion and what is extruded aluminum. At its simplest, what is extrusion? It is a shaping method that forces material through an opening so the material takes that opening's form. In aluminum extrusion, the result might be a channel, tube, angle, or custom frame section that keeps the same shape along its length.
A more technical aluminum extrusion definition is this: a solid but heated aluminum alloy billet is loaded into an extrusion press, where a hydraulic ram applies pressure and forces the billet through a die. As the metal flows through the die opening, it forms a continuous profile. That profile is then cooled, or quenched, handled along the runout system, and later brought to a target temper through controlled thermal treatment. Depending on the application, it may also move into fabrication steps such as cutting, drilling, punching, or machining.
This distinction matters in specifications, drawings, and quote requests. Aluminum extrusion names the process. Extruded aluminum names the product. A simple extruded aluminum definition is the long, uniform profile created by extrusion, whether it is solid, hollow, or semi-hollow. In practice, people often blur the two terms, but the difference becomes important when discussing alloys, tolerances, finishes, and downstream fabrication.
That is why a clear aluminum extrusion definition helps early in a project: it separates how the part is made from what the part actually is. The terms sound straightforward on paper, yet each one marks a control point inside the press line, where billet temperature, die condition, and ram pressure start shaping accuracy, surface quality, and repeatability.
Those press-line variables mentioned above start doing real work before any metal reaches the die. In a typical direct aluminum extrusion process, the billet stays solid, but heat and pressure make it plastic enough to flow. The goal is not simply to push metal forward. It is to move it through the tool in a controlled way so the same profile comes out with consistent dimensions, clean surfaces, and repeatable results from run to run.
The first control point is temperature. A billet is cut to length, checked, and heated so it can deform without melting. Guidance from AEC notes that extrusion billets are commonly heated above 700 F and, depending on alloy, can reach about 930 F. At the same time, the die and related tooling are preheated. That reduces thermal shock, helps metal flow more evenly, and supports die life. Many plants also use lubrication or a release medium on contact surfaces to reduce friction and help surface quality. Some setups place a dummy block between the ram and billet so force is distributed more evenly.
Die design decides far more than outline alone. The opening geometry, radii, wall relationships, and internal supports influence pressure balance, exit speed, and surface consistency. A simple solid bar is easier to manage than a thin-walled, multi-feature profile because the metal does not have to split, rejoin, or race through uneven sections. That is why the aluminum extrusion process depends on matching billet heat, ram force, and an accurate aluminum extrusion die rather than treating the extrusion process as a single push through a mold.
The instant the profile clears the die, its shape is visible, but its final condition is not settled yet. Cooling, straightening, cutting, and aging will decide whether that fresh length becomes a stable, spec-ready part or a problem piece further down the line.
The profile may look finished the instant it clears the die, but that is only the start of how aluminum extrusion is made into a usable product. This part of the line answers a question many buyers and new specifiers skip over: how is extruded aluminum made stable enough for finishing, fabrication, and assembly? The answer is a controlled chain of cooling, straightening, cutting, temper development, and secondary work that turns a hot continuous shape into a spec-ready profile.
Fresh from the press, the extrusion is still hot and easy to distort. In the post-press sequence outlined by Pennex, a puller grips the emerging profile and guides it along the runout table. As it travels, fans or a water table cool the metal through quenching. That rapid cooling lowers temperature and helps preserve the property path needed for later tempering. Once the full length reaches the end of the runout table, a hot saw shears it free from the press line, and the piece is transferred to a cooling table until it reaches room temperature.
| Post-press stage | What happens | Why it matters |
|---|---|---|
| Quenching | Fans or water cool the hot profile after die exit | Supports mechanical properties and reduces thermal distortion risk |
| Puller handling | A puller guides the extrusion across the runout table | Helps control handling while the profile is still soft and hot |
| Hot saw separation | The length is cut free from the press line | Keeps production moving and prepares the part for full cooling |
| Room-temperature cooling | The profile rests on a cooling table | Stabilizes the shape before straightening and final cutting |
| Stretching | A stretcher pulls the profile from both ends | Improves straightness and relieves residual stress |
| Cutting and aging | The profile is cut to size and aged to target temper | Affects strength, stability, and downstream workability |
| Finishing and fabrication | Coating and machining operations are added as needed | Improves appearance, corrosion resistance, and assembly readiness |
Even with a well-controlled press, long sections can leave the line with slight twist or bow. Pennex notes that stretching is used to straighten the extrusion and bring it into specification. After straightening, the profile is cut to the required length on a saw table. At this point, the material may be in a T4 condition, then moved into aging so it can reach tempers such as T5 or T6. In practical terms, this stage of aluminum extrusion processing has a direct effect on final strength, dimensional stability, and how predictably the part behaves during later fabrication.
Post-press work also determines how ready the profile is for real-world use. Silver City Aluminum describes common post-extrusion operations such as sawing, deburring, punching, mitering, assembly, anodizing, powder coating, and painting. Those steps do more than improve looks:
Seen together, extrusion processing is not a minor cleanup phase. It is where a freshly pressed shape becomes straight, hardened, finished, and application-ready. So when people ask how are aluminum extrusions made, the honest answer includes far more than pushing billet through a die. Much of the final performance depends on what happens after die exit, and that becomes even more important once profile type and geometry enter the conversation.
By the time a length reaches straightening and aging, much of its difficulty was already set by the cross-section. The aluminum extrusion profile controls metal flow, die complexity, straightness, and even how clean the surface can look after finishing. So the main types of extruded aluminum are more than catalog labels. They are practical manufacturing categories that shape cost, quality, and downstream work.
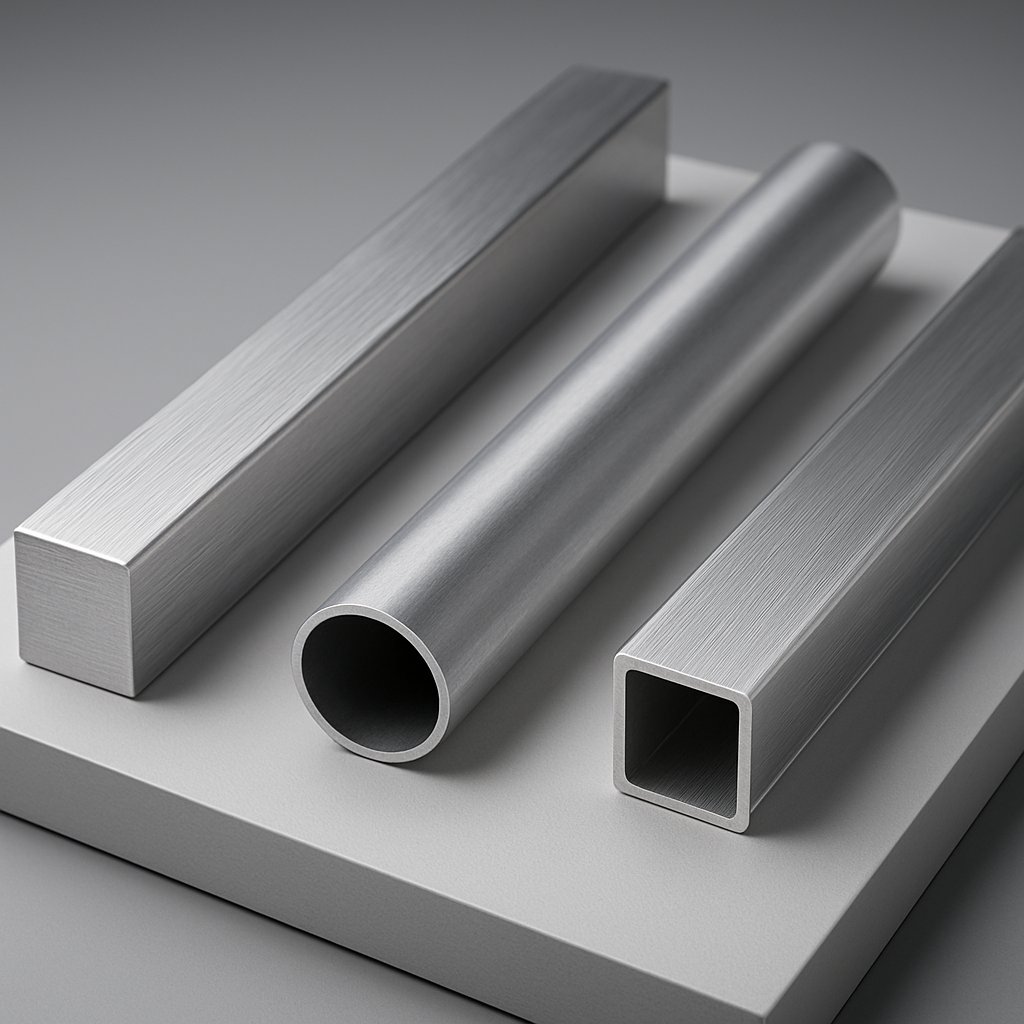
The AEC design tips divide extruded sections into three broad families: solid, hollow, and semi-hollow. A solid profile has no fully enclosed void. A hollow profile fully encloses a void somewhere in the cross-section. A semi-hollow profile partly encloses a void, which is why some open sections can be harder to classify at a glance. Taber's design considerations notes that this borderline often comes down to tongue ratio, or the relationship between the width of an opening and its depth. That is why a c channel aluminum section may fall closer to solid or semi-hollow depending on its geometry.
| Profile category | How to recognize it | Typical examples | Design flexibility | Manufacturing difficulty | Common use patterns |
|---|---|---|---|---|---|
| Solid | No enclosed void in the cross-section | Bars, angles, simple channels, trims | High for simple forms | Usually lowest | Brackets, rails, edge trims, structural details |
| Hollow | One or more fully enclosed voids | Round or square tube, multi-void frames | High, especially for lightweight sections | Higher due to internal void formation | Frames, tubing, enclosures, lightweight structural members |
| Semi-hollow | Partially enclosed void or deep open gap | Slotted tracks, deep channels, multi-feature open sections | Very high for integrated features | Moderate to high, depending on tongue ratio | Assembly sections, panel retainers, profile systems |
Among common extruded aluminum shapes, an extruded aluminum tube is the clearest hollow example, while bars and angles are classic solids. Deep-gap tracks and slotted sections usually sit closer to the semi-hollow range.
One reason aluminum extrusions profiles are so useful is that the shape can do more than carry load. AEC explains that profiles can be designed to aid assembly, improve appearance, and reduce or eliminate forming and welding. In practice, that means building grooves, ribs, webs, T-slots, and indexing marks directly into one continuous section. Ribs can help straightening and reduce twist in wide, thin areas. Shallow grooves can guide drilling or help distinguish inside from outside faces. A multi-feature frame can combine panel channels and alignment details so fewer secondary operations are needed. In everyday search language, aluminum profiles extrusion often points to this exact advantage: placing function into the cross-section instead of machining it in later.
Design freedom still has boundaries. AEC recommends keeping shapes as symmetrical as possible, keeping wall thicknesses uniform, and smoothing thick-thin transitions with generous radii. It also lists minimum outside corners of .020 in and minimum inside corners of .015 in. Those details matter because abrupt junctions can lead to distortion, surface defects, or even die breakage. The YaJi guidelines reinforce the same point and suggest keeping the thickest-to-thinnest wall relationship near 2:1 when possible to reduce uneven cooling and warping.
Tolerance expectations also change with the profile itself. Taber notes that wall thickness, dimension size, profile type, alloy, and application all affect what can be held reliably. Finishing plans matter too. Anodizing, painting, and similar treatments can improve protection and appearance, but finish buildup can influence critical dimensions on tight fits or visible surfaces. In short, the best aluminum extrusion profile is not always the most intricate one. It is the one that balances function, manufacturability, and finish quality. Geometry decides what can be extruded. Alloy choice decides how that geometry performs.
Geometry decides what can be extruded. Alloy decides whether that shape can stay thin, strong, weldable, and visually clean enough for the job. The same cross-section can behave very differently depending on the aluminum extrusion material you specify. For most custom profiles, that choice happens inside the 6xxx family. Alexandria Industries describes these 6000 series grades as magnesium-silicon alloys that are widely used because they are easy to form, machine, and finish while still offering good corrosion resistance.
That sounds straightforward, but alloy choice is rarely just a strength decision. In aluminum alloy extrusion, a stronger grade can improve load capacity, yet it may also reduce extrudability and make it harder to achieve thin walls or a smoother surface. The reverse is true too. An alloy chosen for easy flow through the die may support more intricate geometry and better appearance, but it may not be the best fit for heavily loaded parts.
Temper adds another layer. Alu4All notes that T5 is valued for a practical balance of strength and formability, while T6 is commonly used when higher strength is needed. That is why a full material callout matters in specifications. It tells you not only what the alloy is, but how that aluminum extrusion material is expected to perform after aging, machining, welding, and finishing.
Buyers often ask about 6005 in the same breath as 6061 and 6063. The reference material provided here specifically describes 6005A, so the comparison below uses 6005A as the directly sourced basis for that part of the 6005 family.
| Alloy | Relative strength | Finish quality | Corrosion resistance | Machinability and weldability | Extrudability and shape complexity | Typical end use |
|---|---|---|---|---|---|---|
| 6061 | Higher within common 6xxx extrusion grades | Good, but usually not as smooth as 6063 or 6060 | Good | Highly weldable and commonly machined | Lower extrudability than leaner alternatives | Multi-purpose structural components, boats, medical equipment |
| 6063 | Moderate | High, with a smooth architectural-type surface | Good | Good formability and weldability | Very extrudable, often favored for thinner or more detailed profiles | Window and door frames, tubing, heat sinks |
| 6005A | High, similar family position to 6061 | Better surface appearance than 6061 | Good | Similar general fabrication profile to 6061 | Better extrudability than 6061 | Structural profiles where 6061-like properties are needed with easier extrusion |
| 6060 | Lower to moderate, selected more for processability | Good for intricate profiles | Strong | Good formability and weldability | Designed for maximum extrudability and complex shapes | Intricate profiles and alternative heat sink sections |
In practical terms, 6061 remains a common pick when the profile will carry more load or see more secondary machining. 6063 is often preferred when appearance, anodized finish quality, and profile detail matter most. 6005A sits in an appealing middle ground when a project wants stronger mechanical properties but does not want to give up as much extrudability or surface quality as 6061 can require. For very detailed shapes, 6060 is often chosen because it is designed for maximum extrudability and can support more intricate profiles.
A useful detail from Alexandria Industries shows how real that tradeoff can be: 6063 may allow roughly 25% to 35% thinner walls than 6061. That affects weight, die feasibility, finish quality, and downstream cost. It also explains why comparing aluminum extrusion alloys is not just a strongest-is-best exercise.
If you read global sourcing documents, the phrase aluminium alloy extrusion points to this same balancing act between strength, finish, corrosion behavior, and fabrication needs. A smart spec matches the alloy to the job, not the other way around. And even a well-matched alloy does not make extrusion the automatic answer every time. Process fit still matters, especially when geometry, tolerances, quantities, or secondary machining start pushing the limits.
Even the right alloy cannot fix a poor process match. In real extrusion manufacturing, the deciding question is not which method sounds more advanced, but which one fits the part. Aluminum extrusion manufacturing stands out when a component needs a long, continuous shape with the same cross-section from end to end, good repeatability, and better material use than cutting the whole form from solid stock. That is a major advantage of the metal extrusion process, especially for rails, tubes, channels, frames, and heat sinks.
If a buyer asks, how does aluminum extrusion work as a design solution, the practical answer is simple: heated aluminum is pushed through a die so the shape is built into the profile itself. That makes metal extrusion efficient for parts whose value is mostly in the cross-section, not in a changing 3D form. Sources such as this engineering comparison and this forming overview both frame extrusion as a strong fit for long profiles, repeatable quality, and stable production at volume.
It is also a material-efficient route. Unlike heavy machining, which removes metal to reveal the final geometry, extrusion starts much closer to the needed form. For many applications, that means less waste and fewer downstream operations.
Extrusion still has boundaries. The profile must remain uniform along its length. Localized features such as threaded bosses, deep pockets, sealing faces, and end-specific geometry usually cannot be created by the die alone. That is where machining enters the picture. Casting may be better for complex outer shapes or hidden cavities, while forging is often preferred for parts that face severe loads and fatigue. Rolling is excellent for sheet, strip, plate, and simple long stock, but it does not offer the same cross-sectional freedom as an extrusion die.
| Process | Main strengths | Main weaknesses | Best-fit use cases |
|---|---|---|---|
| Aluminum extrusion | Long uniform profiles, good material efficiency, repeatable cross-sections, good finish potential | Needs consistent cross-section, requires tooling, local precision features often need secondary work | Frames, channels, tubes, rails, heat sinks, structural members |
| Casting | Handles complex shapes, internal cavities, and thin walls well | Rougher surface, porosity risk, generally lower strength than forged or extruded forms | Housings, intricate parts, complex geometry at higher volume |
| Forging | High strength, dense structure, good fatigue performance, strong durability | Less shape flexibility, higher tooling demand | High-stress structural parts, automotive and aerospace load-bearing components |
| Rolling | Efficient continuous production of sheet, strip, plate, and simple sections | Limited shape freedom for custom profiles and hollows | Flat products, simple long stock, feed material for later processing |
| CNC machining | High precision, complex local geometry, strong control of critical surfaces, no extrusion die needed | Lower material utilization, higher unit cost at scale, slower for long repetitive shapes | Prototypes, low-volume parts, variable geometry, tight-tolerance features |
A hybrid route is often the most practical answer. An extruded metal profile can provide the efficient base shape, then CNC machining can add holes, end cuts, sealing faces, or assembly features that should not be forced into the die design. That approach uses the strengths of extrusion manufacturing without pretending it can do everything.
Process choice also shapes quoting logic. A simple profile made by metal extrusion behaves very differently from a highly machined part or a cast housing, and that difference shows up fast in tooling, tolerances, finish requirements, scrap risk, and setup assumptions.
A profile can look efficient on paper and still become expensive to purchase. That usually has less to do with the aluminum alone and more to do with how hard the section is to tool, run, finish, inspect, and ship. Industry pricing breakdowns and custom cost analyses point to the same pattern: tooling, setup, geometry, alloy, finishing, quantity, and downstream work all shape the quote. In other words, smart aluminum extrusion design is also smart cost control.
Two profiles with similar weight may price very differently if one runs cleanly and the other fights the press. Thin ribs, deep slots, uneven wall thickness, and asymmetry can slow aluminum extrusion machinery, increase scrap, and create more wear across the die set and related aluminum extrusion equipment. That is why a custom section with many built-in features may cost more than a simpler profile that needs a little secondary work later.
Clear RFQs reduce guesswork. Many supplier enquiry checklists ask for the same core items because missing details often lead to padded pricing, revisions, or delays.
A vague print rarely produces a precise quote. When the CAD model, blueprint notes, finish callouts, and fabrication instructions all agree, suppliers can judge feasibility earlier and quote aluminum extrusion parts with less contingency built in. That matters even more when those parts will be visible, sealed, or assembled into larger systems.
Good design also helps on the back end. Consistent walls, realistic tolerances, and sensible feature placement make fixturing easier if the job later needs machining. The best specification is not the one with the most detail packed into one cross-section. It is the one that fits the product's function, finish, and assembly method, which becomes much clearer when real project uses enter the picture.

The practical value of a profile shows up fastest in the field. What are aluminum extrusions used for? In day-to-day manufacturing, common aluminum extrusion applications include framing, guarding, equipment support, and custom structures built around repeatable assembly.
If someone asks, what are extrusions, the simple answer is long parts with a repeated cross-section. What is an aluminum extrusion in real use? It may be a T-slot frame member, a tube, a panel-retaining section, or one of many custom aluminum extruded products designed around assembly and finish requirements.
Choose the profile by function first, then confirm the finish and fabrication needed to make it work in the final assembly.
A sourcing review should go beyond shape alone. The supplier guidance from Ya Ji Aluminum is useful for building a shortlist, especially when tolerances, finishing, and downstream services matter. For architectural or industrial work that needs custom profiles, anodizing, and finish variety, the Shengxin Aluminium catalog is one example of a resource to review. Used this way, catalogs help turn general questions about aluminum extruded products into clearer decisions about profile fit, appearance, and fabrication readiness.
Aluminum extrusion is the manufacturing process. Extruded aluminum is the finished shape that comes out of that process. In simple terms, the first describes how the material is formed, and the second describes the profile itself, such as a tube, channel, angle, or custom section. Keeping that distinction clear helps when reviewing drawings, tolerances, finishes, and fabrication requirements.
The process starts with a billet that is heated until it can deform without melting. The die is also prepared, then the billet is loaded into the press, where a hydraulic ram forces the metal through the die opening to create a continuous profile. After the profile exits, it is guided, cooled, straightened, cut, aged to the required temper, and then finished or machined as needed.
The profile is still hot and relatively soft, so handling after die exit is critical. It is typically guided along the runout system, quenched with air or water, cut free from the press line, and allowed to cool before stretching for straightness. From there, it may be aged to reach the target temper and moved into operations like anodizing, powder coating, drilling, punching, or sawing.
There is no single best choice because each alloy supports a different balance of strength, finish quality, and extrudability. 6061 is often selected for stronger structural parts and machining, while 6063 is widely used where surface appearance and complex profiles matter more. 6005A can offer a middle ground for structural use, and 6060 is often chosen for intricate shapes and cleaner-looking profiles. The right alloy depends on the part's load, finish needs, welding, and secondary fabrication.
Look beyond profile shape alone. A strong supplier should be able to support die design, alloy selection, straightness control, finishing, machining, and packaging with consistent quality checks. It also helps to review catalogs to compare available profile styles and finish options before requesting a quote. For example, suppliers such as Shengxin Aluminium can be useful to review when a project needs custom profiles, anodizing, and finish variety for architectural or industrial applications.




 บริการออนไลน์
บริการออนไลน์ 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 ไทย
ไทย English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية Việt
Việt Українська
Українська