What is extruded aluminum? In simple terms, it is aluminum alloy that has been pushed through a shaped opening called a die, creating a long piece with the same cross-section from end to end. People also use the term to describe both the manufacturing process and the finished shape, which is why the wording can get confusing. If you are wondering what does extruded aluminum mean, the clearest answer is this: aluminum extrusion is the process, while an extruded profile is the product.
Extruded aluminum is aluminum alloy formed by forcing heated material through a die to create long, consistent profiles.
That is the short version. A fuller extruded aluminum definition also helps by drawing a line around what it is not. It is not metal poured into a mold like a casting, and it is not always a ready-to-use part the moment it leaves the press. Many profiles are later cut, machined, heat treated, or finished for their final job.
If you had to define aluminum extrusion in everyday language, think of squeezing toothpaste through a nozzle. In manufacturing, a heated aluminum billet is forced through a die, and the material comes out in the die's shape. That is how manufacturers create channels, angles, tubes, and many custom sections. The key limit is that the shape stays consistent along the length, so it is best for parts that repeat the same cross-section.
What is aluminum extrusion valued for in real projects? Mostly for the balance it offers. It can deliver smooth, repeatable shapes, useful corrosion resistance, and a strong strength-to-weight profile. Still, it is not the best answer for every geometry, especially highly complex 3D parts.
Those basic traits explain the appeal. The bigger picture, though, sits in the actual production flow, where heat, pressure, cooling, and finishing determine how a raw profile becomes a usable component.

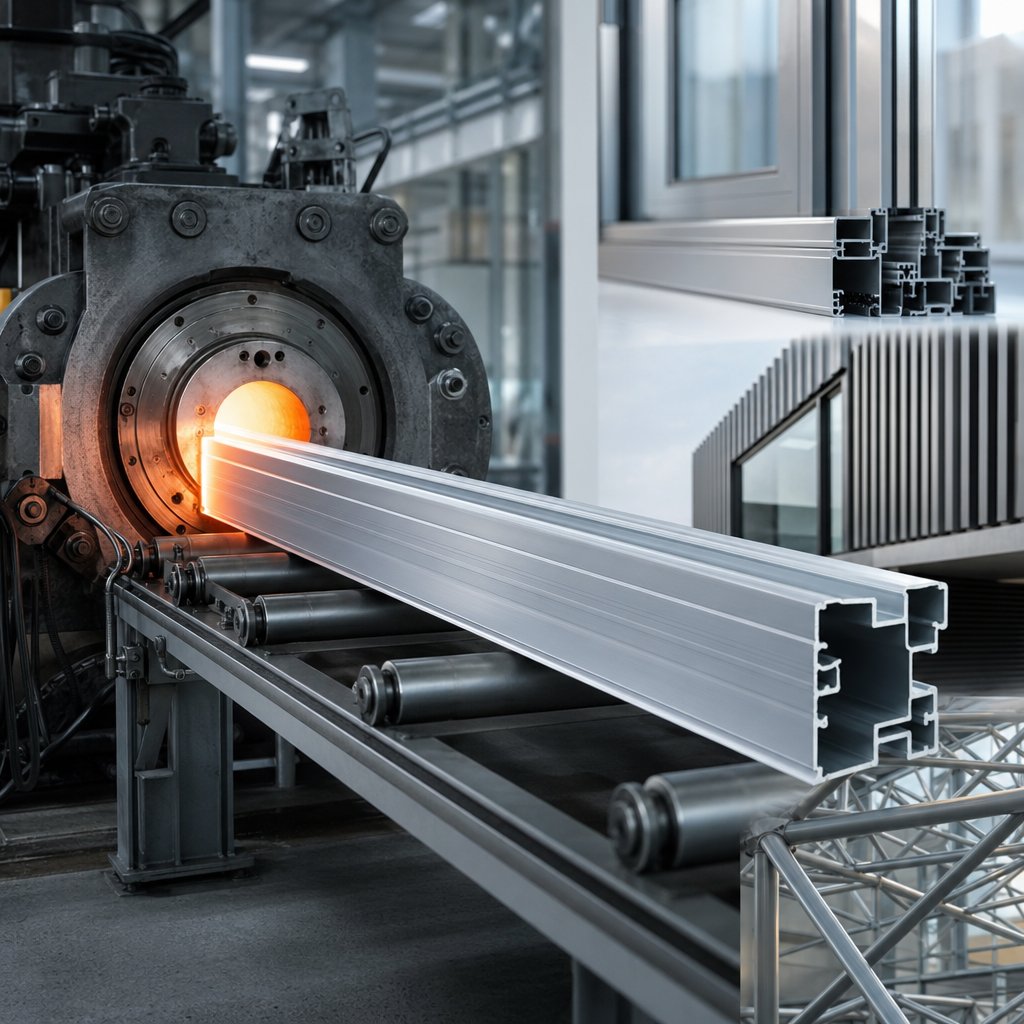
A usable profile does not appear the instant heated metal reaches the press. The extruded aluminum process is a sequence of controlled steps that shape the metal, guide its cooling, and prepare it for later work. If you are trying to understand how aluminum extrusion is made, it helps to track the material from raw feedstock to inspected profile length.
Industry guidance from AEC notes that billets are commonly heated above 700°F and up to about 930°F, depending on alloy, and that extrusion presses can range from 100 to 15,000 tons of force. Those numbers explain why the process demands both heat control and heavy equipment.
You may also see the phrase extrusion of aluminium in international documents. It refers to the same core workflow.
These steps may sound secondary, but they strongly affect performance. Quenching helps preserve the alloy's ability to develop the right properties later. Stretching improves straightness and relieves stress that can cause twist or warp. Aging develops the final temper, which influences hardness, strength, and how the profile behaves in later machining or service.
That is why the process is better viewed as a production chain rather than one dramatic push through a die. The shape may look finished when it exits the press, yet the method used to create it and the kind of cross-section being formed change the technical picture in important ways.
The press cycle may look similar from a distance, but the way aluminum is pushed and the kind of profile it produces can change feasibility, finish, and tooling demands. That is why aluminum extrusion types are usually grouped in two ways: by process method and by profile geometry.
Direct extrusion is the most common setup described by RapidDirect. The billet is driven through a stationary die by a moving ram, so it suits a broad range of standard and custom profiles. Indirect extrusion changes that arrangement so the die assembly moves relative to the billet. In practical terms, the main benefit is lower friction, which can improve heat control and keep force more consistent. The tradeoff is that the setup is more specialized, so it is not automatically the better choice for every job.
Temperature creates another major split. Ya Ji Aluminum notes that most aluminum profiles are made by hot extrusion, with aluminum billets commonly heated to about 400 to 500 C. That softer state makes long profiles, thinner walls, and more intricate shapes easier to form. Cold extrusion runs at or near room temperature. It can improve surface quality and dimensional control for small precision parts, but it requires higher force and is rarely used for large-section aluminum profiles.
| Method | Typical use | Shape capability | Tooling considerations | Common tradeoffs |
|---|---|---|---|---|
| Direct extrusion | General-purpose production and the most common route for long profiles | Broad range of solid, hollow, and custom sections | Stationary die with a moving ram | Versatile and widely available, but friction is higher than in indirect extrusion |
| Indirect extrusion | Profiles where lower friction and steadier conditions are valuable | Useful for suitable sections when consistency is a priority | More specialized die and stem arrangement | Better heat control, but less common and not always the simplest production route |
| Hot extrusion | Most architectural and industrial aluminum profile production | Well suited to long lengths, thinner walls, and more complex cross-sections | Billet and tooling are preheated, then quenching and aging may follow | Strong shape flexibility, but thermal effects and surface oxidation need control |
| Cold extrusion | Small precision parts and near-net-shape components | Good for compact forms, while complex hollows are harder | Requires higher forming force and robust tooling | Better finish and dimensional control, but less suited to large extruded aluminum sections |
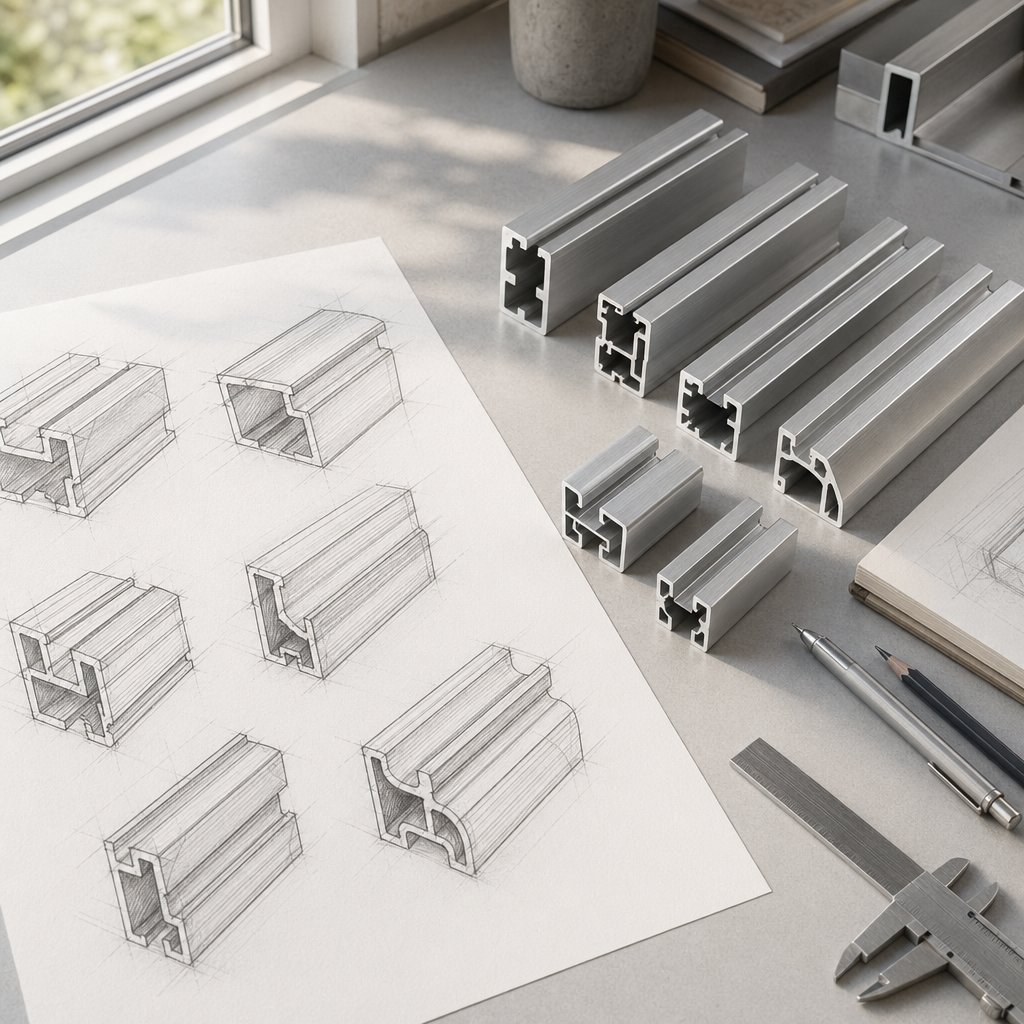
When people compare the types of aluminum extrusions, they are often comparing three profile families rather than press styles.
Gabrian shows why this matters to manufacturing. Hollow profiles usually need more complex tooling, and semi-hollow forms become harder to extrude as the gap narrows and the tongue area becomes more demanding. Some extruded aluminum shapes may look simple on a drawing but place very different loads on the die.
These are the most common types of extruded aluminum used to describe stock and custom profiles. T-slot framing is one of the most recognizable types of extrusions, but it is not the whole category. It is typically just one multi-void hollow member within a much wider set of extruded aluminum shapes and profile families. That distinction matters because shape and process still do not tell the whole story. The alloy and temper behind the profile often decide how strong, workable, corrosion-resistant, or finish-friendly it will be.

Profile shape gets most of the attention, but material specification often decides whether that shape actually works. Two parts can share the same cross-section and still behave very differently if the aluminum extrusion material is different. The alloy sets the metal's chemistry. The temper tells you how that alloy was thermally or mechanically treated. Together, they influence strength, corrosion resistance, surface finish, weldability, machinability, hardness, and how well a profile holds its shape in service.
That is why picking an extruded aluminum alloy is never just a box-checking exercise. For many projects, the real decision is not shape or material, but shape plus material.
The AEC notes that 6xxx series alloys are the most popular class for extrusions because they offer a balanced mix of strength, corrosion resistance, machinability, weldability, and formability. Within that family, American Douglas Metals highlights 6063 for architectural finish quality, 6061 for stronger structural use with good workability, and 6005 when more strength than 6063 is needed.
| Alloy family | Relative strength | Finish quality | Corrosion behavior | Machinability and weldability | Typical end uses |
|---|---|---|---|---|---|
| 1xxx series | Low | Excellent finishability | High corrosion resistance | Easily joined, poor machinability | Electrical and highly formable sections |
| 5xxx series | Low to moderate | Good | Excellent marine corrosion resistance | Very good weldability | Marine and corrosion-sensitive applications |
| 6xxx series, including 6063, 6061, 6005 | Good to high | Good overall, with 6063 especially strong for anodized appearance | Good corrosion resistance | Good machinability and weldability | Window frames, door frames, rail profiles, structural members |
| 2xxx series | High | Usually selected for strength before appearance | Relatively low corrosion resistance | Excellent machinability | High-strength aerospace-related parts |
| 7xxx series | Very high | Usually secondary to strength-focused use | Poorer corrosion resistance | Good machinability | Highly stressed structural parts |
Alloy is only half the label. A full aluminum alloy extrusion callout such as 6063-T5 or 6063-T6 adds the temper, which changes final performance. In AEC temper definitions, T5 means cooled from an elevated temperature and artificially aged, while T6 means solution heat-treated and artificially aged.
A Engineering Express comparison shows how meaningful that difference can be for 6063. T5 is associated with better dimensional stability, lower residual stresses, and easier production of thin or complex profiles. T6 delivers higher strength and stiffness, but the extra thermal processing can make distortion control more important. In short, temper affects not just hardness, but also formability and tolerance behavior.
You may also see the phrase aluminium alloy extrusion in international specifications. The logic is the same: alloy names the chemistry, and temper names the condition.
For buyers and engineers, the best starting questions are practical ones. Does the part carry load, face weather, need a premium anodized finish, require welding, or need tight machining afterward? A decorative trim profile may lean toward 6063 for appearance. A more structural aluminum alloy extrusion may point toward 6061 or 6005. In non-heat-treatable families, corrosion or weldability may matter more than maximum strength.
Put simply, profile geometry tells you what can be made, while alloy and temper tell you how well it will perform. That distinction becomes easy to see in real projects, where the same basic extrusion idea shows up in facades, frames, guards, rails, and equipment components for very different reasons.
Material choices start to feel more concrete when you look at where these profiles actually end up. In practice, aluminum extrusion applications span buildings, factory equipment, transport systems, electronics, and other products that benefit from low weight, corrosion resistance, clean lines, and a consistent cross-section. Industry overviews from BRT Extrusions and Proax show just how broad that range is.
In architecture and construction, extrusions are common because long, straight profiles are easy to repeat across a project. They are widely used in systems that need both structure and appearance.
Ask what are aluminum extrusions used for in manufacturing, and the list gets even longer. Common examples include machine frames, equipment guards, conveyor structures, workstations, clean room frames, enclosures, mounting rails, and custom support structures. Many aluminum extruded products also appear in heat sinks, LED housings, electrical enclosures, solar mounting systems, marine equipment, and transportation parts. In aerospace, an aircraft extrusion may be used in frames, seating, interior components, or other weight-sensitive assemblies where every design choice matters.
The big advantage is repeatability. When the same shape can run continuously along a length, manufacturers can cut it, assemble it, and integrate it into larger systems without redesigning the profile each time. That supports fast assembly, modular design, and consistent fit across batches.
Still, suitability is never automatic. The right profile depends on alloy, temper, tolerances, finishing, and load requirements. A facade trim, a machine guard, and a structural rail may all be extrusions, but they do not ask the same thing from the metal. That difference often comes down to the shape itself, because some profiles are simple to make while others push die design, finish quality, and manufacturability much harder.
A profile can look clean on a drawing and still be difficult to run consistently in production. That gap usually comes down to manufacturability. In plain language, some shapes let metal flow through the die smoothly, while others are more likely to create twist, warping, surface defects, or wall variation. This matters whether you are specifying a simple trim piece, a framing extrusion, or an extruded structural aluminum section with several built-in functions.
Complexity is not just about how many lines appear in CAD. It is about how the die must guide metal flow. A practical qualification workflow from Aluphant highlights common early-stage problems such as uneven flow rate, incorrect wall thickness after die release, and poor alignment with later machining. Those risks rise when a custom aluminum extruded shape combines very thin and thick walls, deep narrow gaps, or hollow complexity that asks multiple internal features to fill evenly at the same time.
Design teams also watch corner transitions, semi-enclosed openings, and tongue ratio. In simple terms, tongue ratio reflects how demanding it is for the die to form narrow openings or tight channels. A profile with sharp changes, slender supporting features, or complex hollows may still be possible, but it often needs more die tuning during the first trial run.
Appearance and dimensional control usually improve when shapes are simplified. More consistent wall thickness is easier to control than sudden thick-to-thin changes. Softer radii can reduce abrupt flow changes that show up as visible marks. Tolerances also work better when priorities are clear. On an extrusion frame, for example, assembly faces may matter far more than hidden surfaces. If every feature is marked as critical, inspection becomes harder and production stability can suffer.
When appearance and consistency matter most, the simpler profile usually wins.
Custom profiles rarely jump straight from concept to mass production. A typical path starts with drawing review and CAD-based flow simulation, then moves into die development and a first trial extrusion. Trial samples are checked for cross-section accuracy, wall thickness, flatness, straightness, twist, and surface smoothness. Aluphant also recommends measuring samples from both ends and the middle to verify uniformity, then machining a short sample to confirm real-world fit.
If finishing is part of the job, anodizing or coating samples help confirm color and appearance before approval. Only then does production planning become reliable, because the approved sample becomes the reference for repeatable pressing, machining, and finishing. That is why a good design is more than a shape that can leave the die. It also has to stay stable through straightening, aging, cutting, machining, and surface treatment before it becomes a usable part.
A profile may leave the die looking complete, but most aluminum extrusion products are still only partway through production. The long shape usually needs to be straightened, brought to the required temper, cut, fabricated, and finished before it is ready for installation or assembly. That is why a finished extrusion and a finished part are rarely the same thing.
Two quiet steps do a lot of work here. Straightening helps correct bow, twist, or stress left from pressing and cooling. Aging or other heat treatment helps the alloy reach its intended temper, which affects hardness and how the profile behaves in later fabrication and service. If the section will be visible, mate with other parts, or carry a tight fit requirement, these steps matter just as much as the original die design.
Common post-extrusion operations turn a raw length into a usable component. Sometimes that means simple cutting. In other cases, the work expands into detailed fabrication so the profile can accept hardware, fasteners, or precise connection features. That is where extruded aluminum CNC work often becomes important.
Finishing is not just cosmetic. Anodizing creates an oxide layer that can improve corrosion resistance, wear resistance, and weathering while also changing the look of the surface. The same source also notes benefits in some applications such as electrical insulation and improved heat dissipation. Other finishing routes named in fabrication guidance include powder coating and painting, both of which are often chosen for color, protection, and project-specific appearance.
Finish choices also influence later work. A part meant for a visible facade or enclosure may need cleaner handling and tighter cosmetic control than one hidden inside a machine. In the end, the pressed shape is rarely the whole story. Final part quality depends on the interaction of alloy, temper, die design, fabrication, and finishing. Those added steps also explain why extrusion should be weighed against other manufacturing routes, not treated as the automatic answer for every part.

A profile can be beautifully extruded, machined, and finished, yet still be the wrong manufacturing choice for the job. That is why material selection and process selection have to stay tied together. Guidance from Matara draws a clear line between extrusion and casting: extrusion forces heated solid aluminum through a die to make long profiles, while casting pours molten metal into a mold. That single difference explains why one method favors repeatable cross-sections and the other often suits more three-dimensional forms.
For the classic cast vs extruded aluminum decision, geometry is the first checkpoint. Extrusion is usually the better fit when the part has the same cross-section along its length, such as a rail, frame member, trim piece, or channel. Casting becomes more attractive when the design includes localized bosses, thick junctions, sculpted contours, or features that do not repeat from one end to the other.
Some buyers search for casted aluminum, but cast aluminum is the standard term. The cast aluminum vs aluminum question is also a little misleading because both options are aluminum. The real comparison is cast aluminum versus extruded aluminum. A common search is is cast aluminum always the smarter choice for complex parts. Not always, but mold-based production is often more natural when the shape is not a long, constant profile.
Machining from solid stock removes material to create the final part, so it can handle features that extrusion cannot form directly in the die. That can make machining useful for low-volume parts, heavy customization, or components with noncontinuous details. The tradeoff is that the profile is not being created in one continuous forming step.
Roll forming and stamping sit in a different family altogether because they start with sheet or coil rather than a billet. In practical terms, they are often considered when the part behaves more like a sheet-metal section than a true profile. If the design needs a closed, multi-void, or structurally efficient cross-section, an extruded metal route may offer more design freedom. If the shape is flatter and open, sheet-based processes may be easier to justify.
| Option | Best process fit | Shape capability | Finish considerations | Tooling implications | Common limitations |
|---|---|---|---|---|---|
| Aluminum extrusion | Long parts with a constant cross-section | Solid, hollow, and multi-void profiles | Good base for anodizing, coating, and later machining | Requires a profile die and process setup | Not ideal for shapes that change along the length |
| Casting | More three-dimensional parts formed in a mold | Complex localized features and noncontinuous geometry | Surface quality depends on mold method and cleanup needs | Requires mold tooling suited to the casting method | Less natural for long continuous profiles |
| Machining from solid stock | Custom parts, low volumes, or detailed secondary features | High flexibility for local features | Machined surfaces can be precise but may need secondary finishing | Less profile-specific tooling, more machine time and fixturing | Material removal can be inefficient for long profile-like parts |
| Roll forming | Thin, continuous sheet-based sections | Best for open sections and simpler bends | Surface depends on incoming coil and later coating choices | Needs roll tooling matched to the section | Less suited to thick, hollow, or multi-void shapes |
| Stamping | Sheet parts with punched or formed features | Good for flatter geometries and repeatable press features | May show press marks and often needs deburring or coating | Press tooling can be significant for custom parts | Not a substitute for long structural profile sections |
| Steel sections | Applications prioritizing rigidity or conventional heavy-duty fabrication | Broad range of standard shapes | Often needs protective treatment against corrosion | May use standard stock with familiar fabrication methods | Heavier than aluminum in comparable forms |
| Plastic alternatives | Light-duty parts, trim, covers, or nonstructural components | Useful where loads are modest | Can offer color and cosmetic flexibility | Tooling varies by plastic process and profile type | Usually lower strength and durability than aluminum |
SinoExtrud highlights why aluminum is so often compared with steel, PVC, and plastics: the decision is rarely about one property alone. Steel may make more sense when maximum stiffness, familiar welded construction, or heavier-duty sections matter more than weight and corrosion behavior. Plastic can be reasonable for lighter-duty uses where lower structural demand and easy forming matter more than long-term load carrying.
If you are asking whats cast aluminum or whether extrusion is the right route, start with the shape, then the service environment, then the finishing and fabrication plan. Another common search is is cast aluminum stronger, but that question rarely settles the job by itself. The better question is which process matches the geometry, appearance needs, tooling reality, and end-use demands with the fewest compromises. That same logic becomes even more practical when it is time to turn a drawing into a quote package and a supplier-ready specification.
A good profile drawing does more than describe shape. It tells a supplier how the part needs to perform, how clean the finish must look, and which details cannot drift in production. That is where many sourcing problems start or get prevented. If you have been asking what is an aluminum extrusion in practical terms, this is the real-world answer: it is not just a pressed shape, but a specification package tied to use, finish, and fabrication.
Before sending RFQs for an aluminum extrusion or custom extruded aluminum part, prepare the basics in a format a manufacturer can actually review.
Supplier screening matters because what are aluminum extrusions for one project may be precision architectural members, while another project may need machine-ready industrial sections. A practical supplier checklist from AL Circle suggests asking about:
If you need a practical starting point for custom aluminum extrusions, one resource is Shengxin Aluminium. Their catalog covers custom profiles for architectural and industrial use, with anodizing and multiple finish options that can be relevant for facades, enclosures, frames, and machinery parts. Keep the evaluation neutral, though: confirm alloy, temper, tolerances, fabrication steps, and finish fit before treating any catalog match as production-ready.
The same rule applies whether you are sourcing stock sections or asking what are aluminum extrusions in a custom-built system. The best quote usually comes from the clearest brief. When the drawing, material callout, finish plan, and supplier questions all line up, the path from profile to finished part gets much easier to control.
Extruded aluminum is aluminum alloy shaped into a long profile by pushing heated metal through a die. The outline stays the same along the full length, which makes it useful for frames, rails, channels, trim, enclosures, and many custom sections.
Extrusion forms long parts with a repeating cross-section from solid heated billet, while casting fills a mold with liquid metal. If a part changes shape from one area to another, casting may be a better fit. If the section repeats over distance, extrusion is often the more natural process.
6xxx series alloys are widely used because they offer a practical mix of finish quality, corrosion resistance, weldability, and machinability. Temper also matters. Conditions such as T5 and T6 can change how the profile handles load, how stable it stays during later processing, and how suitable it is for cosmetic or structural use.
Yes. Many extrusions are only a starting shape when they leave the press. They are often cut, drilled, tapped, punched, CNC machined, assembled, and then finished with anodizing, powder coating, or paint depending on the final appearance and durability requirements.
Send a clear cross-section drawing, preferred alloy and temper, finish requirements, machining details, tolerance priorities, expected quantity, and the actual service environment. When comparing suppliers, ask about tooling support, finishing capability, and quality control. A catalog source such as Shengxin Aluminium can be a practical place to review custom profile and anodizing options, but the final choice should still be based on material fit, tolerances, and fabrication needs.




 บริการออนไลน์
บริการออนไลน์ 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 ไทย
ไทย English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية Việt
Việt Українська
Українська