Aluminum looks simple, but blasting it is not one-size-fits-all. People often ask two versions of the same question: can aluminum be sandblasted, and can you sandblast aluminum without damaging it? Yes, but only when the process matches the part, the surface condition, and the finish goal.
Sandblasted aluminum is aluminum whose surface has been cleaned, stripped, or textured by abrasive media propelled at high speed.
That definition is broader than it first sounds. In practice, abrasive particles strike the metal and change the outer layer, sometimes just enough to remove oxidation or residue, and sometimes enough to strip coatings or build a profile for finishing. A sandblasted aluminum finish can be matte, satin, or visibly textured depending on the media and technique. The aluminum sandblasting guide describes abrasive blasting as a method for cleaning, preparation, and controlled texturing before later steps such as painting or anodizing.
Sandblasting aluminum is more sensitive than blasting harder metals. Aluminum is softer and more malleable, so aggressive media, excessive pressure, or poor technique can cause pitting, warping, embedded particles, or rounded edges. Even a shift in sheen can matter on visible parts. A sandblasted aluminum texture that looks refined on one piece may count as damage on another. Practical blasting tips reinforce the same theme: start gently, test first, and treat damage prevention as part of the process, not as cleanup after a mistake.
Before choosing equipment or media, decide what you want the surface to do:
Those goals sound similar, but they do not always lead to the same method. A cosmetic sandblasted aluminum finish may call for a very different approach than rougher adhesion prep. The same goes for a decorative sandblasted aluminum texture versus simple coating removal. At that point, blast media becomes the factor that shapes cutting speed, appearance, and risk.
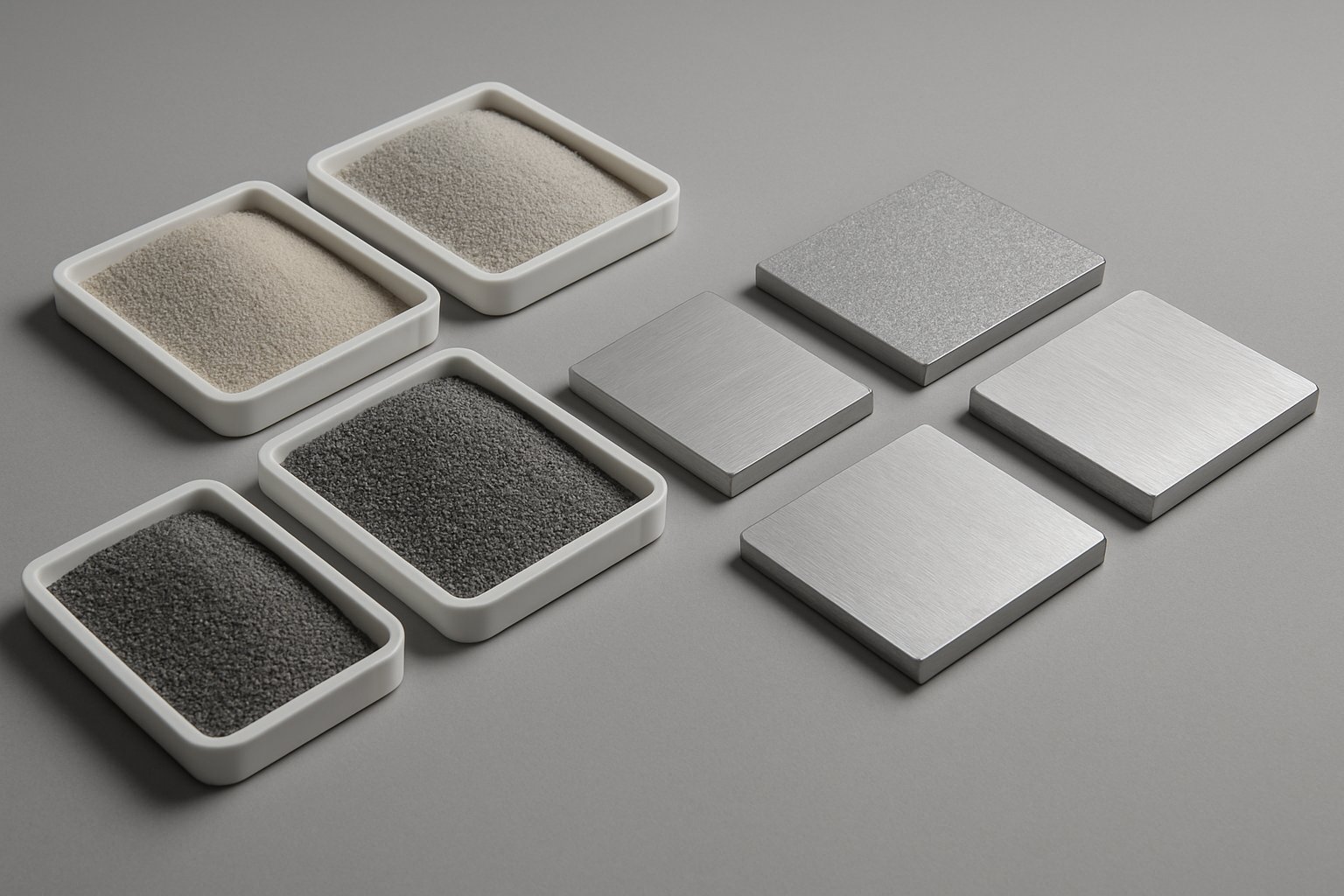
Media choice is where aluminum blasting results are usually won or lost. The same cabinet can produce a smooth cosmetic surface or a rough coating profile simply because the abrasive changed. Choosing sandblasting media for aluminum means matching particle hardness, shape, and cutting action to the finish you want to keep or create.
Hard, angular abrasives cut faster. Rounded media clean and peen more gently. Softer media remove contamination with less surface profile. The comparison guide lists aluminum oxide at 9.0 Mohs, glass bead at 5.5 to 6.0, walnut shell at 3.0 to 4.0, and soda at 2.5. On soft aluminum, that difference matters. Aluminum oxide sandblasting media can strip coatings quickly, but it also leaves a more aggressive texture. Glass bead is often chosen when appearance matters more than cutting speed. Soda and walnut shell reduce the chance of harsh etching on sensitive parts.
Aluminum oxide for sandblasting is the faster-cutting option. Its angular grains bite into the surface, which helps when the part will be painted or powder coated later. That same action can be too aggressive for thin sheet, soft edges, or highly visible cosmetic work. In the aluminum restoration article, glass bead blasting is described as producing a lighter, brighter, more uniform look. Soda sits even lower on the aggression scale. Sunrise Metal describes soda as non-damaging and useful for paint removal and cleaning when deformation is a concern. Garnet offers a practical middle ground, while walnut shell suits lower-impact cleaning and light stripping.
That is why aluminum oxide sandblasting is not automatically the best answer. The best media for sandblasting aluminum depends on whether you need speed, profile, or visual uniformity.
| Media | Particle character | Finish outcome | Aggressiveness | Coating removal | Reusability | Risk on soft aluminum | Best-use scenario |
|---|---|---|---|---|---|---|---|
| Aluminum oxide | Hard, angular | Matte, textured, stronger anchor profile | High | Excellent | High, often reusable for many cycles | High on thin or cosmetic parts | Adhesion prep, tougher paint or coating removal |
| Glass bead | Spherical | Bright, satin, more uniform appearance | Low | Limited on heavy coatings | Moderate | Low to moderate | Cosmetic cleaning, deburring, finish refinement |
| Garnet | Mineral abrasive | Moderate profile, cleaner stripping balance | Medium | Good for paint and powder coat | Moderate | Medium | Middle-ground stripping where soda is too mild and aluminum oxide too harsh |
| Walnut shell | Soft organic media | Minimal profile, gentle cleaning | Very low | Best for light coatings and contamination | Low to moderate | Low | Lower-impact stripping and delicate parts |
| Soda | Very soft crystalline media | Clean surface, minimal texture change | Minimal | Good for gentle paint removal and cleaning | Single use | Lowest | Delicate cleaning where deformation or embedment is a concern |
If you are comparing sandblasting media aluminum oxide against glass bead or soda, ask what the next finish needs from the surface. The best sandblasting media for aluminum is the one that reaches that goal without pushing the part past its tolerance. Some surfaces still call for an even softer method, especially when thin walls, anodized layers, or tight cosmetic standards are involved.
On aluminum, faster is not always better. A process that strips coating quickly can also flatten detail, change sheen, or leave a surface too rough for the finish that comes next. When people ask what media to use for sandblasting aluminum, the better starting point is the part itself: how thin it is, how visible it will be, and whether the next step is welding, painting, polishing, or anodizing. Guidance from Angi, AA Sandblasting, and Sunrise Metal all points to the same rule: softer aluminum usually rewards gentler, more controlled methods.
Conventional dry blasting can work well on sturdier aluminum parts, especially when coating removal or adhesion prep matters more than cosmetic perfection. But thin sheet, decorative surfaces, and finish-critical components often benefit from soda blasting, bead blasting, vapor blasting, or even chemical stripping. If you are considering wet sandblasting aluminum, vapor blasting reduces airborne dust and uses water with abrasive media, though it leaves a wet surface that must dry before further treatment.
| Method | Finish control | Contamination risk | Cleanup demands | Ideal aluminum substrates | Best use |
|---|---|---|---|---|---|
| Conventional dry abrasive blasting | Moderate on robust parts, lower on delicate surfaces | Medium if media is too aggressive or debris remains | Higher dust and spent media cleanup | Heavier cast parts, thicker extrusions, tougher coating removal jobs | Stripping paint, preparing for paint or powder coat |
| Soda blasting | High on sensitive surfaces | Low surface impact | Residue dissolves in water, simpler cleanup | Thin sheet, decorative panels, light cleaning work | Gentle paint removal and cleaning |
| Bead blasting | High cosmetic uniformity | Low to medium, with attention to trapped media | Moderate | Machined parts, visible extrusions, cosmetic castings | Controlled cleaning and uniform surface appearance |
| Vapor blasting | High for gentle cleaning | Low airborne dust, but moisture must be managed | Drying required before next finish | Machined components and parts where dust control matters | Low-dust cleaning with milder action |
| Chemical stripping | Can preserve geometry where blasting would round edges | Depends on complete residue removal | Thorough rinsing and follow-up cleaning | Fragile sheet, ornate shapes, highly decorative surfaces | Coating removal when abrasion is too risky |
Some questions need a qualified answer. Can you sandblast anodized aluminum? If the goal is to preserve the existing anodized finish, blasting is usually the wrong tool because it will alter that surface. Sandblasting anodized aluminum makes more sense only as part of rework or refinishing, where appearance changes are expected and testing matters. Can you sandblast aluminum with sand? Sand and silica have been used historically, but the references also highlight health concerns around silica and the need for less aggressive media on soft aluminum.
So, what sandblasting media is best for aluminum? There is no single winner. What media to use for sandblasting aluminum depends on four practical checks:
The method choice solves only half the problem. Oil on the surface, damp air, contaminated media, or poor nozzle control can still ruin the result before the first full pass is finished.
If you need to sandblast aluminum, the most important work happens before the trigger is pulled. On a soft metal, prep and setup decide whether the surface comes out clean and even or etched and uneven.
Good aluminum sandblasting starts with a clean part. For weld prep, The Fabricator emphasizes a two-part sequence: remove oil and grease first, then deal with oxide. That matters beyond welding too. If you are sandblasting paint off aluminum, blasting should not be asked to do the degreaser's job.
For sandblasting aluminum before welding, let any cleaning solvent evaporate completely before fit-up or hot work.
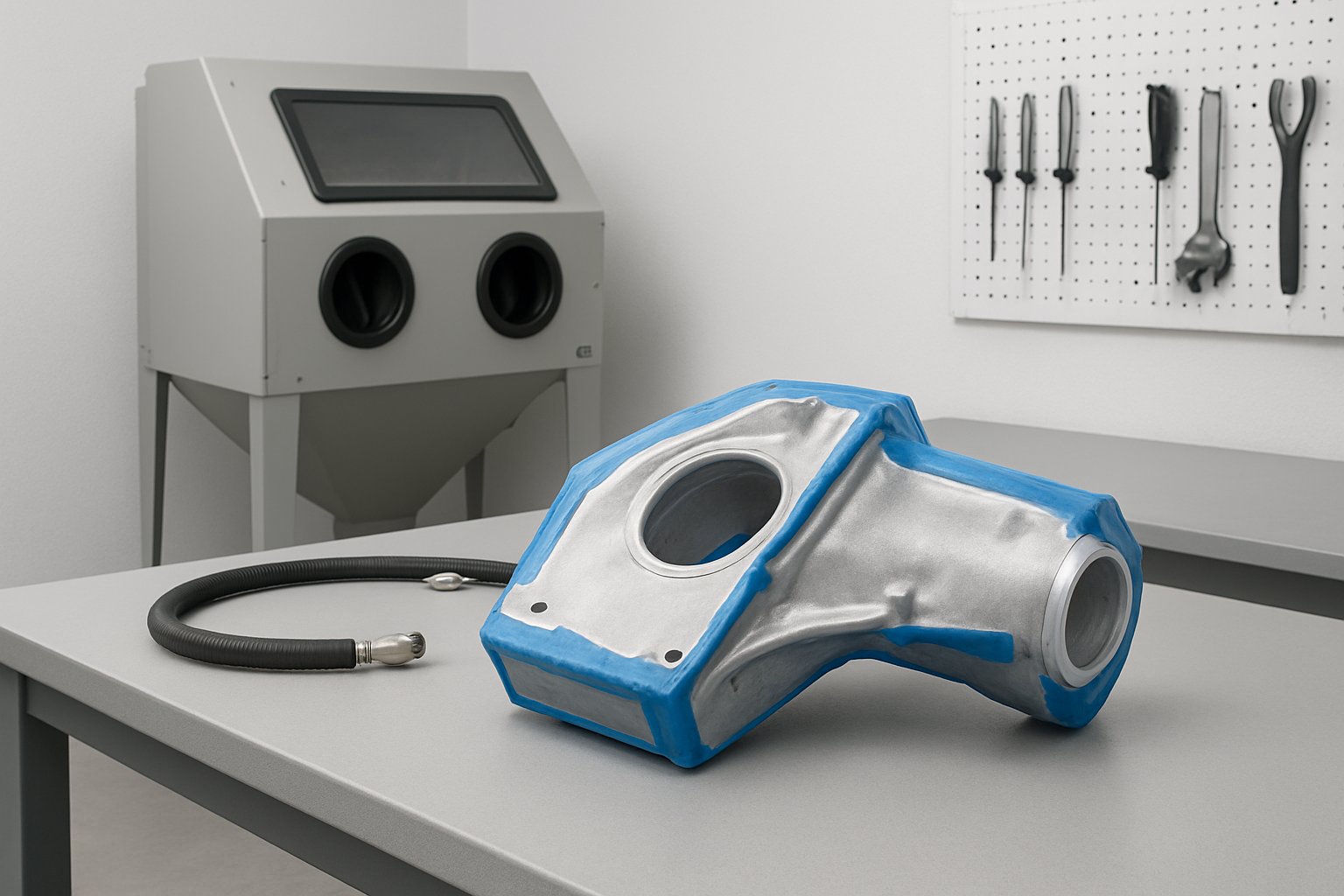
Codinter notes that blast rooms and cabinets help contain media, improve recovery, and support air filtration. That makes cabinet work easier to control than open blasting, where wind, dirt, and spent abrasive can interfere with visibility and consistency. Dry compressed air matters too. Moisture can make media clump and flow unevenly. Clean media matters just as much, because dirty abrasive can put contamination back onto the part.
Nozzle choice and air supply have to match. Codinter also points out that larger nozzles require more air volume, and blasting speed depends on nozzle size plus compressor capacity. If airflow surges or drops, the finish can change from one pass to the next.
If you are learning how to sandblast aluminum, start gently. Pittsburgh Spray recommends beginning at low pressure and increasing gradually, especially on thinner sections that may warp. Keep a longer standoff on delicate parts, avoid a harsh straight-on attack when a lighter angle will do, and let the test area tell you how aggressive the setup can be. That is especially true when sandblasting paint off aluminum, where coating removal may matter more than building a rough profile.
Setup creates the margin for safety. The finish itself still depends on how the nozzle is moved, how long it dwells, and how quickly the operator reacts to the first signs of overblasting.
Technique is where a safe setup becomes a usable result. Guidance from CARV and Codinter points in the same direction: test first, keep the nozzle moving, and work methodically instead of chasing raw cutting speed.
Chase the finish you need, not the fastest cut you can get.
Think in lanes, not random circles. Move at a steady pace, overlap each pass slightly, and avoid parking the stream in one spot. Dwell time matters. The longer the stream stays in one area, the deeper it cuts. Angle matters too. A more direct attack is harsher, while a slight angle spreads the impact more gently. Pass speed also changes the result. Slow travel removes more material and builds more texture. Faster travel leaves a lighter effect.
That becomes more obvious during sandblasting with aluminum oxide. Codinter describes aluminum oxide as a very hard, angular abrasive used for aggressive cleaning and profile creation, and not ideal for delicate thin-gauge metal. In other words, sandblasting aluminum oxide onto soft aluminum rewards restraint.
If any of those signs appear, stop, reassess the media, and retest before continuing. The right technique is rarely identical across every aluminum job. Wheels, castings, thin sheet, and machined parts each react a little differently, which is why part type changes the playbook.
The nozzle may be the same, but the job rarely is. A wheel, a thin panel, and a cast housing do not respond the same way under blast media. That is why sandblasting aluminum parts should start with the substrate, wall thickness, and finish target, not just the urge to strip fast. Guidance from Yaji Aluminum and Raptor Blaster points to the same pattern: thin sections need a gentler setup, while large or highly visible parts need tighter control over texture and uniformity.
| Aluminum job type | Preferred media | Suitable method | Finish goal | Major risk |
|---|---|---|---|---|
| Wheels and rims | Aluminum oxide for stripping, glass bead for cosmetic finishing | Controlled cabinet blasting or wet blasting for smaller parts | Uniform surface before coating or polishing | Visible etching or uneven sheen |
| Cosmetic castings | Glass bead, or fine aluminum oxide when stronger cleaning is needed | Cabinet blasting with frequent inspection | Even matte look and contamination removal | Media or dirt held in pores and recesses |
| Thin sheet and panels | Soda, walnut shell, or glass bead | Low-pressure dry or wet blasting after a test spot | Light cleaning or prep without distortion | Warping, edge rounding, over-profile |
| Extrusions | Glass bead or controlled fine aluminum oxide | Consistent cabinet or line-process blasting | Stable, repeatable finish before paint or anodizing | Streaking across long visible faces |
| Machined parts | Glass bead or soda on non-critical areas | Targeted blasting with strong masking | Cleaning and light cosmetic uniformity | Damage to threads, sealing faces, and tolerances |
| Boat panels and hull sections | Controlled aluminum oxide or crushed glass for stripping, gentler media for finish work | Open blasting on large areas, with lower aggression on thinner sections | Coating removal and repaint prep | Patchiness over wide surfaces |
| Patio furniture | Glass bead, soda, or walnut shell | Gentle open or cabinet blasting depending size | Refresh appearance and remove oxidation or old paint | Overblasting thin tubing and decorative edges |
| Engine components and housings | Glass bead or fine aluminum oxide, chosen for cleanup needs | Controlled cabinet or wet blasting | Clean cast surfaces and prep for refinishing | Abrasive retention in pockets and recesses |
Appearance carries more weight on visible parts. Sandblasting aluminum wheels and sandblasting aluminum rims often aim for an even color and texture before coating or polishing. Angular media can strip faster, but glass beads are often the safer choice when cosmetic uniformity matters more than raw cutting speed. When sandblasting cast aluminum, keep surface porosity in mind. Castings can hold grime, oxide, and spent media in rougher areas longer than smoother stock, so inspection and cleanup need more attention.
Thin sheet needs restraint first and speed second. Lower pressure, gentler media, and constant nozzle movement help reduce warping and overblasting. Extrusions bring a different problem: their long faces make inconsistency easy to spot, which matters if painting or anodizing comes next. Machined parts are even less forgiving. Threads, gasket lands, sealing faces, and close-tolerance zones should be masked or skipped because blasting can change the surface faster than it seems.
Large outdoor items reward process control more than brute force. For sandblasting aluminum boat panels or hull sections, broad sweeps and even overlap matter because patchiness shows across wide surfaces. The same caution applies when sandblasting aluminum patio furniture, where thin tubing and decorative curves can lose detail quickly. Sandblasting aluminum engine parts calls for the strictest cleanup in this group. Any abrasive left in recesses, threaded holes, or hidden pockets can create problems during coating or reassembly.
Once the part-specific risks are under control, the surface still needs a destination. That is where blasting stops being just surface prep and turns into a finish choice, whether the next move is paint, polish, or anodizing.
A blasted surface is only the starting point. The same part can leave the cabinet looking uniform, then end up matte, glossy, coated, or anodized depending on what happens next. That matters because Metal Finishings Ltd notes that anodizing does not hide scratches, embedded debris, or uneven mechanical finishing. Surface roughness also changes optical appearance, with rougher aluminum reading more matte and highly polished stock needed for a shinier result.
The post-blast path should match the finish goal, not just the cleaned surface. The Xihui guide describes blasting as a way to create an even matte texture and improve coating grip. So when buyers compare aluminum sandblasting colors finishes, they are really choosing what that blasted base will support.
| Post-blast path | Appearance outcome | Surface uniformity need | Best fit |
|---|---|---|---|
| Leave matte | Soft, low-glare texture | High on visible parts, because blast variation stays visible | Industrial or decorative surfaces where reduced glare matters |
| Mechanical polishing | Smoother, more reflective surface | Very high, because blast roughness must be removed evenly | Cosmetic parts that need shine |
| Paint or powder coat | Colored protective finish | Moderate to high, for even coating appearance and adhesion | Protective or branded surfaces |
| Anodize | Metallic finish from matte to more reflective, depending on base prep | Very high, because underlying defects remain visible | Extrusions, sheets, and machined parts needing durable metallic appearance |
For painting sandblasted aluminum, evenness matters more than excessive cut. A controlled profile helps coatings lay down cleanly. Polishing sandblasted aluminum is different. If you want shine, the blast texture usually has to be mechanically refined first. If you are asking how to polish sandblasted aluminum, the key point from Metal Finishings Ltd is simple: shine must come from polishing, buffing, or similar mechanical finishing before anodizing, because chemical pre-treatment can make aluminum more matte, not chemically polished. In practice, polishing aluminum after sandblasting is possible, but the rougher the blast, the more rework it usually creates. In other words, if you may want to polish sandblasted aluminum later, start with the lightest blast that still meets the job.
Extrusions are less forgiving because long visible faces make every streak easier to spot. Metal Finishings Ltd also warns that uneven blasting is often accentuated by anodizing, and contamination can later show up as grey marks or pitting. That is why custom profiles benefit from process continuity between blasting and anodized finishing. For readers evaluating real-world extrusion resources, Shengxin Aluminium is one example of a supplier with over 30 years of experience, 35 extrusion machines, and in-house anodizing lines, which is directly relevant when finish continuity matters on custom extrusions. At that stage, the challenge is no longer just choosing a finish path. It is finding a process, or a partner, that can repeat it reliably across every part that follows.
Repeatability is where many aluminum jobs stop being a DIY project and become a process-control project. If you are searching for aluminum sandblasting near me, distance should not be the first filter. The better question is whether the shop can control media choice, masking, finish uniformity, and cleanup for your specific part.
Media Blast notes that round tubing is one of the hardest shapes to blast evenly, and limited compressed air can make in-house work slow and frustrating. That is why highly visible or awkward parts often belong with a specialist. If you are asking can you sandblast aluminum wheels or can you sandblast aluminum rims, the answer is yes, but cosmetic consistency usually matters enough to justify a controlled shop setup. The same logic applies if you ask can you sandblast cast aluminum, where pores and recesses can hold debris. Large structures raise the stakes further. For questions like can you sandblast aluminum boat or can you sandblast an aluminum boat, wide-area consistency, containment, and cleanup often push the job out of the garage and into a professional operation.
For custom extrusions and finish-critical parts, supplier qualification matters as much as blasting technique. Aluphant lays out a practical audit approach that covers process control, surface finishing control, inspection equipment, quality documentation, and sample evaluation. The Fabricator adds an important sourcing reality: extruders vary in equipment, expertise, and capability, and many either offer in-house anodizing or work through established finishing relationships. That matters when a blasted extrusion must move into a consistent anodized surface.
The right partner is not simply the closest one. It is the one that can show control before the first batch and repeat that control long after the sample looks good.
Yes, but aluminum needs a gentler approach than harder metals. Start with mild media, a conservative setup, and a small test area, then watch for warning signs like edge rounding, patchy sheen, or embedded abrasive. Thick cast parts usually tolerate more than thin sheet, decorative surfaces, or tight-tolerance components.
The best media depends on the result you need, not on a single universal rule. Glass bead is often preferred for a cleaner cosmetic look, soda and walnut shell for lower-impact cleaning, garnet for balanced stripping, and aluminum oxide when faster coating removal or stronger paint prep matters more than surface softness. Matching the media to the next step, such as painting, polishing, welding, or anodizing, is what produces the best outcome.
You can, but blasting usually changes or removes the anodized layer rather than preserving it. If the goal is to keep the original anodized finish, a less aggressive cleaning method is normally the safer path. If the part is being refinished anyway, test first because the new surface may need full cosmetic correction before the next finish is applied.
Yes, but the amount of work depends on how rough the blasted surface is. A light, controlled blast can often be refined into a smoother finish, while a heavily etched surface may require much more sanding and polishing to regain shine. If polishing is part of the plan, it is usually smarter to aim for the lightest blast that still meets the cleaning or prep goal.
A specialist is the better choice when the part has thin walls, visible show surfaces, difficult masking areas, or a follow-up finish that must stay uniform, such as anodizing. Wheels, rims, boat panels, engine parts, and long extrusions tend to reveal inconsistency quickly and can trap media in hard-to-clean areas. For custom extrusion work that must move smoothly from profile production into anodized oxidation, a supplier with integrated finishing support, such as Shengxin Aluminium and its in-house anodizing capability, can be a practical resource.




 บริการออนไลน์
บริการออนไลน์ 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 ไทย
ไทย English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية Việt
Việt Українська
Українська