Ever watched a flat aluminum profile transform into a perfectly curved architectural element? That seamless transformation often relies on a specialized technique called four-roll aluminum extrusion bending. This process uses four precisely positioned rollers to shape extruded aluminum profiles into continuous curves, arcs, and even complete cylinders with exceptional accuracy.
Unlike simpler bending methods that rely on single-point force application, roll bending gradually deforms the material through multiple contact points. The result? Smoother curves, reduced stress concentrations, and minimal distortion of the profile's cross-section.
Four-roll bending is a precision forming process where an aluminum extrusion passes through four coordinated rollers—one upper drive roller, one lower support roller, and two adjustable side rollers—that work together to create controlled, continuous curves while gripping both ends of the workpiece throughout the operation.
You might wonder why the fourth roller matters so much. The distinction comes down to control and efficiency.
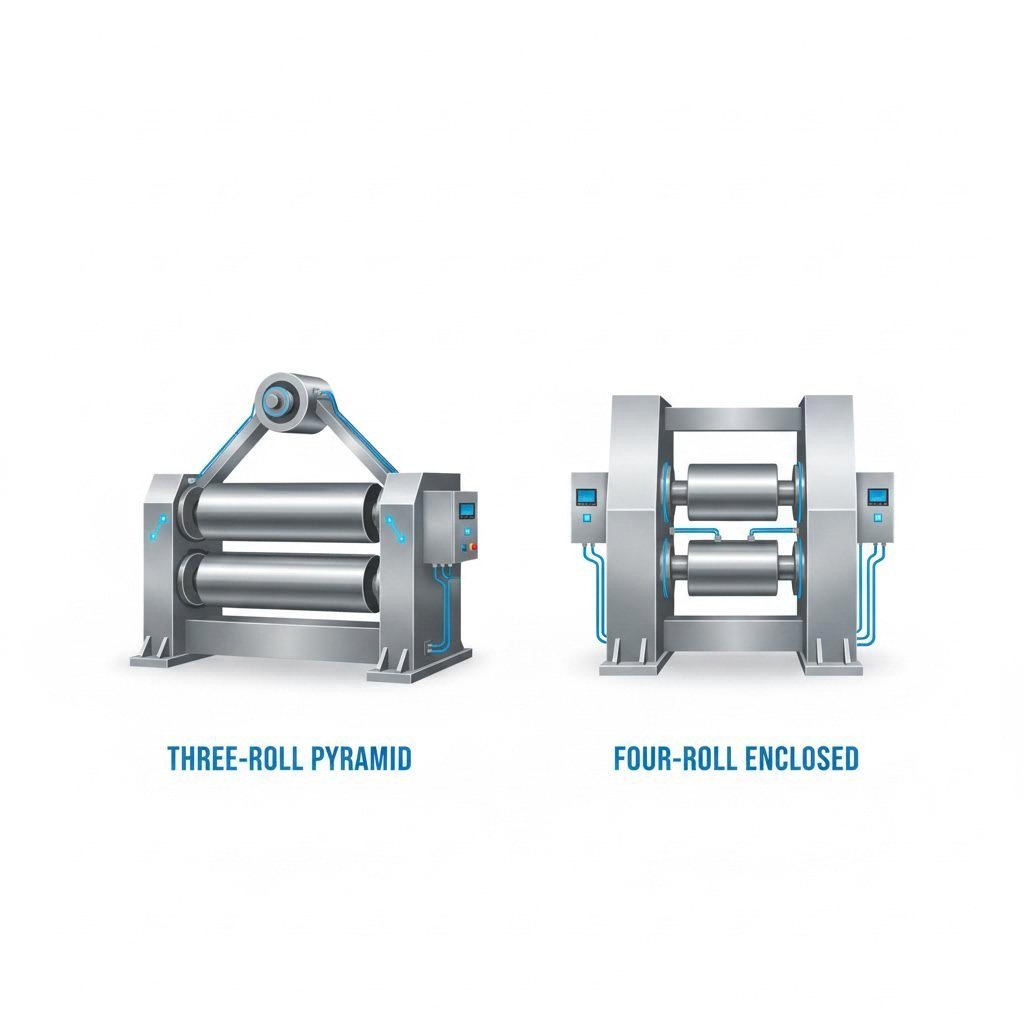
A three-roll system uses a "pinch action" where one top roller presses down against two bottom rollers. While effective for many applications, this configuration creates a fundamental limitation: you can only bend in one direction at a time. Need to pre-bend both ends of your aluminum profile? You'll have to manually remove, flip, and reposition the workpiece.
The four-roll configuration changes everything. With its "enclosed action" design, the two side rollers can move independently up and down at angles relative to the vertical direction. This means your curved aluminum extrusion receives pre-bending on both ends automatically—all in a single pass without manual intervention.
Here's what this means in practical terms:
Understanding how these four rollers collaborate helps you appreciate why this method delivers such precision results.
The process follows what engineers call the "three-point forming principle." As the aluminum extrusion feeds through the machine, the rollers create controlled elastic and plastic deformation. The upper roller serves as the main drive, embedded in the upper and lower frames through bearing bodies—its position remains fixed while rotating. The lower roller compensates for material thickness, with its bearing housing moving linearly within the frame's sliding path.
The magic happens with those side rollers. Mounted on bearing housings that move at angles relative to vertical, they determine the final radius of curvature. By adjusting their positions, operators can achieve anything from gentle arcs to tight curves—all while maintaining the profile's structural integrity.
For design engineers and fabricators working on precision applications, this matters enormously. Industry standards typically benchmark bending aluminum operations at ±0.5° angular accuracy. Achieving this tolerance consistently requires the kind of controlled, multi-point pressure distribution that only the four-roll configuration provides.
The bottom line? When your project demands curved aluminum extrusions with predictable, repeatable precision—whether for architectural facades, transportation components, or industrial applications—understanding these fundamentals sets the foundation for success.
Choosing between a roll bending machine with three or four rollers might seem like a minor technical decision. But ask any fabricator who has struggled with unbent flat spots or had to manually flip heavy aluminum profiles mid-process—they'll tell you the difference is anything but trivial.
Both systems rely on profile rolling principles to create curved shapes, yet their mechanical configurations lead to dramatically different outcomes in efficiency, precision, and profile compatibility. Let's break down exactly when each system shines—and when one clearly outperforms the other.
Imagine you're bending a 12-foot aluminum extrusion for an architectural curtain wall. With a three-roll (initial pinch) system, here's what happens: you feed the profile through, complete the main bend, then stop. You remove the workpiece, rotate it 180 degrees, reinsert it, and pre-bend the opposite end. That's double the handling time and twice the opportunity for positioning errors.
A four-roll configuration eliminates this entirely. Because both side rollers move independently, they can pre-bend each end of your profile without removing the material from the machine. According to industry sources, this capability alone can save vast amounts of time when rolling and provide superior accuracy since the material remains constantly pinched throughout the forming process.
Here's where four-roll systems demonstrate clear advantages:
The trade-off? Roll bending equipment with four rollers typically carries a higher purchase price. However, for production environments where time equals money, the operational savings often justify the investment within months.
Not every bending job requires four-roll capability. Understanding which profile geometries benefit most helps you match the right method to your application.
Hollow profiles—tubes, rectangular sections, and complex multi-void extrusions—present unique challenges. Their walls can collapse or wrinkle under uneven pressure. The balanced force distribution from four contact points minimizes these risks, maintaining wall integrity throughout the curve.
Asymmetric profiles are where four-roll systems truly excel. Think of an L-shaped angle or a complex architectural trim piece. These geometries naturally want to twist during bending because force isn't applied symmetrically. The independent adjustment of side rollers in a four-roll machine allows operators to compensate for this tendency, applying differential pressure where needed.
Solid profiles and simple symmetric shapes like round bars or square stock? These can often be handled adequately by three-roll systems, especially for less demanding tolerance requirements or lower production volumes.
| Feature | Three-Roll (Initial Pinch) | Four-Roll |
|---|---|---|
| Number of Driven Rolls | 2 (pinch rolls) | 2 (upper and lower drive rolls) |
| End-Gripping Capability | Requires removal and rotation for each end | Both ends gripped continuously; no repositioning needed |
| Minimum Flat Length | 1.5-2x material thickness typical | Near zero with proper setup |
| Hollow Profile Suitability | Good for simple tubes; risk of wall distortion | Excellent; balanced pressure prevents collapse |
| Solid Profile Suitability | Good for basic shapes | Excellent for all solid geometries |
| Asymmetric Profile Suitability | Limited; prone to twisting | Superior; independent roll adjustment compensates for asymmetry |
| Precision Control | Moderate; affected by material repositioning | High; constant pinching maintains alignment throughout |
| Setup Time Per Bend | Higher due to manual handling | Lower; single-setup operation |
| Initial Equipment Cost | Lower | Higher |
When should you consider ram bending instead? This alternative method—using a hydraulic ram to press material against fixed dies—works well for simple, single-radius bends in thicker materials. However, it cannot produce the continuous spiral or multi-radius curves that roll bending achieves.
The decision framework becomes clear: if your projects involve hollow or asymmetric aluminum extrusions, demand tight tolerances, or require high production efficiency, four-roll bending delivers measurable advantages. For simpler profiles with relaxed specifications, three-roll equipment may offer adequate performance at lower cost.
Of course, selecting the right equipment configuration is only part of the equation. The aluminum alloy and temper you're working with dramatically influence bend quality and achievable radii—factors we'll examine next.
You've selected a four-roll system for its superior grip and precision. Your equipment is calibrated and ready. But here's a reality check that catches many fabricators off guard: even the best roll bending machine cannot overcome poor material selection. The aluminum alloy and temper you choose will determine whether your curved extrusion emerges flawlessly—or cracks the moment pressure is applied.
Understanding how different aluminum grades respond to the bending process transforms guesswork into predictable outcomes. Let's explore the material science that separates successful aluminium profile bending from costly failures.
Not all aluminum alloys are created equal when it comes to bending. Some cooperate beautifully, stretching and forming with minimal resistance. Others fight back, cracking at the slightest provocation. Knowing which is which saves both time and material.
The two most common alloys in extruded profiles—6061 and 6063—illustrate this divide perfectly.
6063 aluminum is often called the "architectural alloy" for good reason. According to industry comparisons, 6063 offers better formability and is easier for stamping, bending, and shaping operations. With an elongation at break of 15% compared to 6061's 12%, this alloy can stretch further before fracturing. Its lower yield strength (approximately 214 MPa in T6 temper versus 276 MPa for 6061) means less force is required to achieve plastic deformation—and less springback to compensate for afterward.
6061 aluminum presents a different challenge. This alloy contains higher levels of magnesium and silicon—about 30-50% more than 6063—giving it superior strength and hardness. That's excellent for structural applications but problematic for aluminum bending. As experienced fabricators at The Fabricator note, "6061-T6 aluminum is tempered and notorious for not bending easily."
Here's a practical comparison to guide your selection:
| Property | 6061 Aluminum | 6063 Aluminum | Impact on Bending |
|---|---|---|---|
| Yield Strength (T6) | 276 MPa | 214 MPa | Higher strength = more force required, greater springback |
| Elongation at Break | 12% | 15% | Higher elongation = better stretch without cracking |
| Hardness (T6 Brinell) | 95 | 73 | Lower hardness = easier forming |
| Formability | Moderate (requires care) | Excellent | 6063 preferred for complex curves |
| Typical Applications | Structural components, transport | Architectural profiles, frames | Match alloy to end-use requirements |
The key material properties affecting bendability include:
Imagine trying to bend a fresh pretzel versus a stale one. Temper works similarly with aluminum—it determines how "soft" or "hard" your material behaves under stress.
The ability to bend aluminium decreases significantly as you move through temper designations. Annealed material (O temper) bends most easily, while artificially aged tempers like T4 and T6 resist deformation and crack more readily.
Here's what each temper means for your four-roll bending operation:
Working with 6061-T6? Industry experience suggests that cracking can occur when bending past an external angle of just 86 degrees. For challenging bends, consider starting with material in the T0 state, completing your forming operation, then sending parts for tempering afterward. This approach requires fixturing the formed components to prevent deformation during heat treatment.
Here's where theory meets practice: determining the tightest curve you can achieve without damaging your profile.
The relationship is straightforward in principle—thicker materials and stronger tempers require larger bend radii. But the specifics matter enormously. For 0.125-inch thick 6061-T6, industry guidelines recommend an inside radius of 1.5 to 3 times the material thickness. Try to go tighter, and you'll likely see cracks propagating from the outer surface of the bend.
Wall thickness plays a critical role with hollow profiles. Thinner walls are more susceptible to collapse and wrinkling on the inside of curves, while thicker walls resist deformation but require more force and larger radii. The four-roll configuration helps here—its balanced pressure distribution from four contact points minimizes wall distortion that would occur with less controlled bending methods.
Profile geometry introduces additional complexity:
A practical rule of thumb: when bending aluminum extrusions, start with a radius at least equal to the material thickness, then increase based on alloy hardness and temper. For T6 tempers, doubling or tripling this minimum provides a safety margin against cracking.
Understanding these material fundamentals sets the stage for the next critical challenge: predicting and compensating for springback—the phenomenon that causes your carefully bent profile to partially straighten the moment pressure is released.

You've set up your four-roll machine perfectly. The aluminum extrusion feeds smoothly through the rollers, emerging with what looks like an ideal curve. Then you release the pressure—and watch your carefully formed profile partially straighten itself. Welcome to springback, the phenomenon that has frustrated metal fabricators for generations.
Here's the uncomfortable truth: every aluminum bending operation experiences springback. The question isn't whether it will happen, but how much—and what you'll do about it. According to recent research on aluminum alloy bending, the relatively low elastic modulus characteristic of aluminum alloys exacerbates springback phenomena, adversely affecting both forming quality and dimensional accuracy.
Understanding springback transforms it from an unpredictable enemy into a manageable variable. Let's break down exactly how to predict and compensate for this behavior in your bending aluminium extrusion projects.
What causes springback in the first place? During bending, your aluminum profile undergoes both elastic and plastic deformation. The plastic portion stays permanently formed, but the elastic portion wants to recover—springing back toward the original flat state the moment external forces are removed.
Several factors determine how much springback you'll encounter:
The relationship between these factors follows predictable patterns. For aluminum roll forming operations, the springback angle typically increases substantially as yield strength rises—moving from a softer heat-treated state to a fully hardened T6 condition can more than double the springback you observe.
Knowing springback will occur is only half the battle. The real skill lies in compensating for it before you ever make the first bend.
Overbending remains the most straightforward compensation method. The principle is simple: if your material springs back 3 degrees, bend it 3 degrees past your target angle. After elastic recovery, you arrive at the precise curve you need.
According to industry sources, a well-designed compensation algorithm can reduce springback effects by approximately 45%. For example, if initial displacement measures 20.1 mm, proper overbending can reduce the final deviation to only 11.3 mm at critical flange locations.
Here's a systematic approach to managing springback in your four-roll operations:
Modern CNC bending machines have revolutionized springback compensation. Rather than relying solely on operator experience, these systems incorporate automated adjustment capabilities that respond to actual forming conditions.
Two primary approaches exist in today's roll bending equipment:
Closed-loop systems excel when working with materials that show batch-to-batch variation. The real-time feedback catches inconsistencies that would otherwise require manual correction after the fact.
Advanced multi-stage prediction models—combining finite element analysis with machine learning algorithms—now achieve correlation scores exceeding 0.96 when predicting springback angles. These systems analyze factors including yield strength, wall thickness, diameter, speed, and clearances to generate compensation values that closely match actual results.
The practical takeaway? Whether you're using manual adjustment or sophisticated CNC controls, successful springback compensation follows the same logic: measure, predict, overbend, verify. Master this sequence, and your curved aluminum extrusions will consistently meet specifications rather than falling short.
Of course, accurate compensation depends on proper machine setup from the start. Let's examine the calibration procedures that ensure your four-roll equipment performs as expected.
You understand springback theory. You've selected the right alloy. But here's where many aluminium extrusion bending projects go sideways: the machine itself isn't properly configured. Even experienced operators sometimes skip calibration steps, assuming yesterday's settings will work for today's profile. That assumption costs time, material, and precision.
Proper machine setup transforms your four-roll equipment from a variable into a constant. When rollers are aligned, pressures are calibrated, and feed rates are optimized, your results become predictable—bend after bend, shift after shift.
Before any aluminum touches your rollers, a systematic inspection ensures everything operates as designed. According to industry guidelines, prioritizing safety and proper machine positioning forms the foundation of successful operation.
Start with these critical verification steps:
This pre-flight checklist takes minutes but prevents hours of troubleshooting and scrapped parts.
The heart of four-roll calibration lies in positioning each roller correctly for your specific aluminum extrusion type. Unlike three-roll systems where positioning options are limited, the four-roll configuration demands attention to multiple independent adjustments.
Follow this step-by-step calibration sequence for consistent results:
Beyond roller positioning, the tooling you select directly impacts bend quality. CNC aluminium extrusion operations benefit from tooling designed specifically for four-roll applications.
Key tooling elements include:
Die design elements also influence outcomes. The transition zones where your extrusion enters and exits the roller configuration should feature smooth radiused edges rather than sharp corners. This prevents scoring and reduces the stress concentrations that lead to surface cracking.
Regular maintenance extends tooling life and maintains precision. Inspect roller surfaces for wear or damage before each production run. Replace worn components promptly—a damaged roller that seems "good enough" today creates quality problems that compound over time.
With your machine properly calibrated and tooling selected, you're positioned to tackle the full range of applications where curved aluminum profiles deliver value. Let's explore the industries where this capability matters most.

Where do all those precisely curved aluminum profiles actually end up? The answer spans virtually every sector where design meets engineering. From the sweeping facades of modern buildings to the structural bones of high-speed trains, curved extruded aluminum shapes our built environment in ways most people never notice—until something goes wrong.
Each industry brings unique demands. Architects obsess over surface finish. Aerospace engineers count every gram while demanding zero tolerance for failure. Furniture designers balance aesthetics against production economics. Understanding these varied requirements helps you appreciate why four-roll bending has become the preferred method for precision applications across so many fields.
Walk through any contemporary city center and you'll encounter curved aluminum extrusions everywhere—framing dramatic glass facades, forming sweeping canopy structures, and defining the graceful arcs of curtain wall systems. Architecture has embraced curved aluminum profiles because they deliver what designers crave: organic flowing forms without compromising structural integrity.
According to industry experts, curved aluminium profiles appear extensively in architecture, construction, and building applications where design freedom matters. The aesthetic function of these profiles means surface treatment considerations often drive process selection.
Common architectural applications include:
Why does four-roll bending dominate architectural work? The near-elimination of flat spots at profile ends matters enormously when every inch of a curved facade is visible. The superior handling of asymmetric profiles—common in architectural trim designs—prevents the twisting that would destroy visual continuity.
Surface finish expectations in architecture are unforgiving. Industry guidance recommends anodizing or powder coating profiles only after bending, because small hairline cracks can occur in surface treatments during the forming process. This post-bend finishing requirement adds process steps but ensures the flawless appearance architects demand.
Move from buildings to vehicles and the priorities shift dramatically. Here, weight savings translate directly into fuel efficiency, and structural performance can mean the difference between safety and catastrophe.
Automotive applications leverage bending aluminum extrusions for both structural and aesthetic purposes:
Rail vehicle manufacturing presents some of the most demanding curved aluminum extrusion requirements. Train body structures, window surrounds, and interior fitting systems all rely on precisely bent profiles. The combination of large profile sizes, tight tolerances, and structural certification requirements makes four-roll systems essential—their continuous gripping action maintains the dimensional accuracy these applications demand.
Aerospace structural elements push precision requirements to extremes. Fuselage frames, cargo door structures, and interior monuments all incorporate curved aluminum profiles. Tolerance expectations here often reach ±0.25mm—half the typical architectural standard. The ability of four-roll systems to maintain constant pressure throughout bending helps achieve these demanding specifications.
Industrial and marine applications round out the transportation sector:
Beyond heavy industry, curved aluminum profiles appear in everyday products where aesthetics and function intersect.
Furniture and lighting applications demonstrate how curved profiles elevate product design:
Retail display systems rely on curved extrusions to create eye-catching environments. Trade show booths, point-of-purchase displays, and museum exhibit structures all incorporate bent profiles. Surface finish requirements rival architectural applications—these products exist specifically to attract attention, making any imperfection unacceptable.
Matching your bending process to industry expectations prevents costly rejections. Here's how requirements vary across sectors:
| Industry | Typical Tolerance | Surface Finish Priority | Common Profile Types |
|---|---|---|---|
| Architecture | ±1.0mm | Critical (visible surfaces) | Hollow, asymmetric, decorative |
| Automotive | ±0.5mm | Moderate (often painted) | Structural hollow, solid |
| Aerospace | ±0.25mm | High (inspection required) | Complex hollow, certified alloys |
| Rail | ±0.75mm | Moderate to high | Large structural sections |
| Furniture/Display | ±1.5mm | Critical (visible surfaces) | Decorative, thin-wall hollow |
Notice how the four-roll advantages discussed earlier—superior end gripping, reduced flat spots, and balanced pressure distribution—map directly to these industry requirements. Architectural and display applications benefit from flawless surface handling. Aerospace and automotive leverage the precision control. Transportation sectors appreciate the efficiency gains from single-setup operation.
Whatever your target industry, success depends on matching equipment capability to application demands. But capability alone isn't enough—you also need a processing partner who understands these requirements and can deliver consistently.
Here's a question that keeps manufacturing engineers awake at night: should you invest in roll bending machines for in-house capability, or partner with an experienced processor who already has the equipment, expertise, and quality systems in place?
The answer depends on factors most companies never fully analyze—volume thresholds, profile complexity, quality requirements, and the hidden costs that don't appear on equipment quotes. Making the wrong choice can lock you into expensive overhead or leave you vulnerable to supply chain disruptions. Let's break down the economics and evaluation criteria that lead to smart decisions.
The appeal of bringing custom aluminum bending in-house seems obvious: control your schedule, protect your intellectual property, and eliminate markup from outside processors. But the financial reality often tells a different story.
According to industry analysis, outsourcing typically makes sense unless you require over approximately 4,000-5,000 parts per year, have stringent IP or certification requirements, or can handle an initial expenditure of $200,000 to $700,000 plus operator training expenses. Those numbers give you a starting point, but aluminum processing services involve additional considerations beyond basic machining.
Consider the true cost of in-house capability:
Outsourcing shifts these fixed costs to variable costs. You pay per part or per project, scaling expenses with actual demand rather than maintaining capacity for peak requirements.
The break-even calculation varies by profile complexity. Simple symmetric shapes might reach in-house cost parity at lower volumes. Complex asymmetric profiles requiring specialized tooling and precise springback compensation often favor outsourcing even at substantial annual quantities.
If outsourcing makes sense for your situation, partner selection becomes your most critical decision. Not every aluminum processor has the same capabilities, and settling for less can negatively affect your project outcomes and business reputation.
According to metal supply industry experts, several factors deserve careful evaluation when choosing a processing partner. Here are the key criteria that separate capable partners from those who will struggle with your requirements:
For comprehensive aluminum processing services that exemplify these criteria, Shengxin Aluminium's deep processing capabilities demonstrate what a full-service partner can offer. With over 30 years of industry experience, their facility houses 35 advanced extrusion presses and state-of-the-art CNC machining centers capable of precise bending operations. Their end-to-end support—from die development to mass production—represents the integrated approach that simplifies complex projects.
Use a weighted decision framework to evaluate your specific situation. Consider these factors in order of importance for your project:
For many companies, a hybrid approach works best: maintain minimal core capability for prototypes and urgent orders while outsourcing full production to experienced partners. This strategy balances control with cost efficiency.
Whether you build internal capability or partner externally, success ultimately depends on applying the technical knowledge covered throughout this article—from alloy selection and springback compensation to proper machine setup and quality verification.

You've absorbed the theory, compared equipment options, and evaluated processing partners. Now comes the moment that matters most: turning all that knowledge into a successful aluminum extrusion project. The gap between understanding and implementation is where most projects stumble—and where careful planning makes the difference.
Think of this final section as your project roadmap. Whether you're a design engineer specifying curved profiles or a fabricator setting up production, these guidelines connect every concept we've covered into actionable steps.
Smart design decisions made early prevent expensive corrections later. Before you finalize any curved aluminum extrusion specification, consider these critical factors:
According to industry guidance, poor design can lead to distortion and cracking during bending. Rounded corners, profile symmetry, and good internal supports all help improve stability during the four-roll bending process.
Implementing effective bending quality control requires inspection at multiple stages—not just final acceptance. Based on established quality inspection protocols, structure your verification process around these checkpoints:
Four-roll bending success comes down to four pillars: selecting the right alloy and temper for your bend requirements, accurately predicting and compensating for springback, configuring equipment with proper roller positioning and pressure, and verifying quality at every stage from incoming material through final inspection.
When should you specify the four-roll bending process over alternatives? Use this framework to guide your decision:
The knowledge you've gained—from fundamental mechanics through springback compensation to industry-specific requirements—positions you to make informed decisions rather than hopeful guesses. Apply these principles consistently, and your curved aluminum profiles will meet specifications reliably, project after project.
Yes, aluminum extrusions can be bent using various methods including four-roll bending, three-roll bending, stretch bending, and rotary draw bending. The 6000-series alloys, particularly 6063 and 6061, are most commonly used for bending applications. Success depends on selecting the appropriate alloy and temper—6063-T0 or T4 offers excellent formability for tight curves, while 6061-T6 requires larger bend radii due to its higher strength. Four-roll systems excel at bending both hollow and asymmetric profiles with minimal distortion.
The standard rule for bending aluminum is that the bend radius should be 3-5 times the material thickness. For example, 0.064-inch thick aluminum typically requires a minimum inside radius of 0.192 to 0.320 inches. However, this varies by alloy and temper—6061-T6 often requires 1.5 to 3 times the material thickness for inside radius, while softer tempers like T0 allow tighter bends. Profile geometry, wall thickness for hollow sections, and grain direction also influence the minimum achievable radius.
Cold bending is the standard method for most aluminum extrusion applications using four-roll equipment. It preserves material properties and surface finish while being more cost-effective. However, hot bending offers advantages for specific situations: reduced risk of cracking in harder tempers like T6, ability to achieve tighter radii, and better handling of thick or heavy sections. For challenging bends, some fabricators use material in softer temper states (T0), complete the bend cold, then heat-treat afterward to restore strength.
Four-roll bending offers significant advantages over three-roll systems. The key difference is that four-roll machines can pre-bend both ends of a profile without removing and repositioning the workpiece—saving substantial time and improving accuracy. Four-roll systems maintain constant material grip throughout bending, virtually eliminate flat spots at profile ends, and handle asymmetric profiles better through independent side roller adjustment. While four-roll equipment costs more initially, the operational efficiency often justifies the investment for production environments.
Springback compensation requires a systematic approach. First, perform test bends to establish your baseline springback value for the specific alloy, temper, and profile geometry. Then calculate the overbend angle by adding the measured springback to your target angle—if you need 90 degrees with 4 degrees of springback, bend to 94 degrees initially. Modern CNC four-roll machines can automate this using stored tables or real-time laser feedback systems. Documenting successful parameters for each material-profile combination creates a reference library that eliminates guesswork on future orders.




 บริการออนไลน์
บริการออนไลน์ 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 ไทย
ไทย English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية Việt
Việt Українська
Українська