Ever wondered what gives professional flight cases their remarkable ability to protect expensive equipment while remaining surprisingly lightweight? The answer lies in a critical component that most people overlook: flight case aluminum extrusions. These specialized aluminum profiles serve as the structural backbone of every professional protective case, forming the rigid framework that defines both strength and functionality.
At its core, an aluminum extrusion is a length of aluminum that has been pushed through a shaped die to create a specific cross-sectional profile. Think of it like squeezing toothpaste through a nozzle, but with molten aluminum and precisely engineered dies. The result? Consistent, uniform profiles that can be cut to exact lengths for case construction.
In flight case applications, these extruded aluminum components do far more than simply hold panels together. They create the essential framework that absorbs impacts, distributes stress loads, and maintains structural integrity under demanding conditions. According to Penn Elcom, these extrusions are specifically designed to meet the demands of touring, events, AV production, and transportation, offering exceptional options for custom case builds.
The aluminum extrusion case construction method has become the industry standard for good reason. Unlike welded or bolted frame alternatives, extruded profiles provide:
When you're transporting sensitive audio equipment, medical devices, or professional instruments, the case aluminium framework becomes your first line of defense. But these aren't just simple metal strips. Each aluminium extrusion case profile is an engineered component designed for specific mechanical functions.
Consider what happens when a flight case takes an impact. The extruded aluminum frame channels that force away from the contents, distributing stress across the entire structure rather than concentrating it at a single point. This is possible because extrusion profiles can incorporate complex geometries, including internal ribs, interlocking channels, and reinforced corners, all in a single piece of material.
The characteristic strength-to-weight ratio of aluminum makes it ideal for this application. As noted by industry sources, aluminum offers a high strength-to-weight ratio that allows cases to withstand significant impacts while remaining resistant to corrosion. This means your cases protect valuable equipment without adding unnecessary bulk that increases shipping costs or makes handling difficult.
What truly sets professional-grade extruded aluminum apart from generic materials is the precision engineering behind each profile. These components are designed to interface seamlessly with corners, latches, hinges, and panel materials. When properly assembled, they create a unified protective system rather than a collection of individual parts. Understanding these fundamentals will help you make informed decisions as we explore the specific alloys, profile types, and selection criteria in the sections ahead.

Now that you understand what flight case aluminum extrusions are and how they function, the next logical question is: what are they made of? Not all aluminum is created equal, and the specific alloy used in your extruded aluminum products directly impacts how well your case performs under real-world conditions. Let's break down the technical details into practical knowledge you can use.
When shopping for aluminum extrusions, you'll frequently encounter two alloy designations: 6061 and 6063. Both belong to the 6000 series aluminum family, which uses silicon and magnesium as primary alloying elements. But here's where it gets interesting: each serves distinctly different purposes in flight case construction.
Aluminum 6063 is widely recognized as the premier choice for custom extrusions. According to Eagle Aluminum, this alloy offers superior extrudability, making it possible to create complex shapes with smooth surfaces. Its excellent surface finish characteristics mean your aluminium sections will look professional and accept anodizing beautifully. For most flight case applications where visual appeal and intricate profile designs matter, 6063 delivers optimal results.
Aluminum 6061, on the other hand, is a precipitation-hardened alloy that offers significantly higher strength. Developed in 1935, it remains one of the most versatile options available, commonly used in structural applications like scaffolding, marine components, and heavy-duty equipment frames. When your flight case needs to handle extreme loads or requires structural-grade strength, 6061 becomes the logical choice.
So which should you choose? It generally comes down to priorities. Need maximum strength for heavy equipment? Go with 6061. Want smoother finishes and easier fabrication for standard aluminum extrusions? Choose 6063. Many professional case builders use both, selecting each alloy based on specific component requirements within the same case.
Understanding temper designations is just as important as knowing your alloy type. You'll commonly see designations like T5 and T6 following the alloy number. These indicate the heat treatment process applied after extrusion, which dramatically affects performance characteristics.
The T5 temper involves cooling from the extrusion process and then artificially aging the material. T6 treatment takes things further with solution heat treatment by artificial aging, resulting in harder, stronger extruded aluminium. According to testing data from YUH-FIELD, here's how these compare:
| Property | 6063-T5 | 6063-T6 | 6061-T6 |
|---|---|---|---|
| Extrusion Difficulty | Easiest | Moderate | Most Difficult |
| Tensile Strength | ~186 MPa | ~28,000 psi min | ~42,000 psi min |
| Yield Strength | ~145 MPa | ~23,000 psi min | ~35,000 psi min |
| Hardness (Webster B) | 10-14 | 12-15 | 13-16 |
| Best Applications | Complex hollow profiles | Standard case frames | Heavy-duty structural |
Beyond strength numbers, several key material properties make these aluminum alloys ideal for extruded aluminum parts used in flight cases:
Why does aluminum outperform steel and plastic alternatives? Steel, while stronger, adds significant weight that increases shipping costs and handling difficulty. It also corrodes readily without protective coatings. Plastic lacks the rigidity and impact resistance needed for professional-grade protection. Aluminum extrusions hit the sweet spot: strong enough for demanding transport conditions, light enough for practical handling, and naturally resistant to the environmental factors cases encounter during touring and storage.
With this foundation in alloy properties and temper designations, you're ready to explore the specific profile types that transform raw aluminum into functional flight case components.
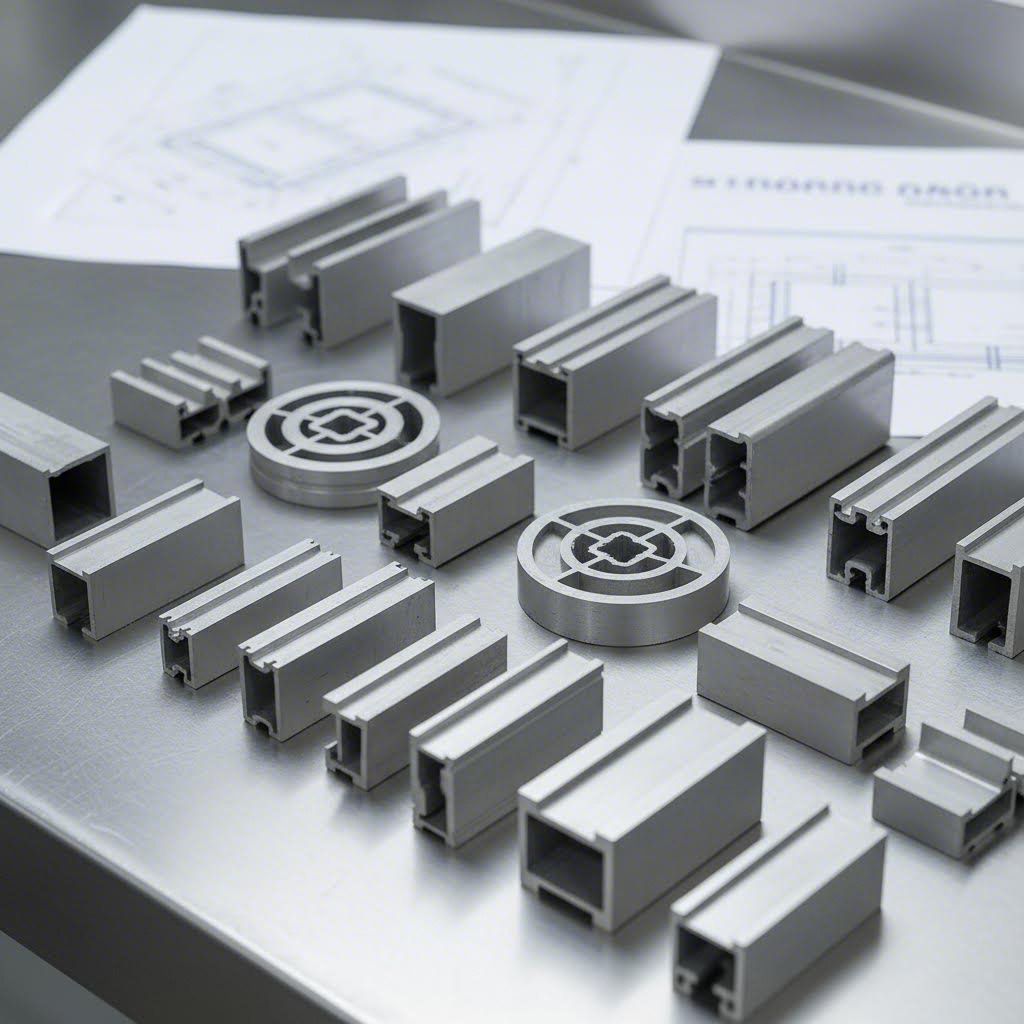
Understanding alloy properties gives you a solid foundation, but here's where things get practical: choosing the right profile shape for your specific build. Flight case aluminum extrusions come in several distinct configurations, each engineered for particular structural functions. Selecting the wrong profile can compromise your case's integrity, while the right choice ensures seamless integration with hardware and optimal protection for your equipment.
When you examine any professional flight case, you'll notice the aluminum framing running along each edge. These edge profiles fall into two primary categories: single angle and double angle extrusions. Understanding the difference is crucial for planning your build correctly.
Single angle extrusions feature an L-shaped profile that attaches to the outside of your plywood panels. According to Armor Cases, this design means your panels are cut to match the internal dimensions of the case, with the aluminum angle extrusion sitting outside the panel edges. The assembly process is straightforward: you construct the base and lid using a nail gun first, then rivet the extrusions onto the completed structure.
Double angle extrusions take a different approach. These profiles feature channels on both sides that grip the panel edges, creating an aluminum corner extrusion system where panels slot directly into the extrusion grooves. This changes your sizing calculations significantly. Since panels insert into the channels, you must subtract the channel depth from your panel dimensions. As noted by industry experts, this requires obtaining a side profile drawing from your supplier to work backward from your desired internal dimensions.
Which should you choose? Consider these factors:
Here's an important reality check: for cases under one meter long carrying less than 50 kilograms, the strength difference between single and double angle extrusions becomes minimal. Larger cases over 1.2 meters or those built for heavier loads benefit more from structural reinforcement choices.
Beyond edge framing, specialized profiles handle the critical lid-to-body connection. This is where your case either seals securely or develops annoying gaps that allow dust and moisture inside.
The tongue-in-groove hinge system represents the traditional approach to lid connections. One extrusion features a protruding tongue while the mating piece has a corresponding groove. When closed, these interlock to create a tight seal and prevent lateral movement. This extruded aluminum channel design excels at keeping contents secure during transport and provides natural alignment every time you close the case.
U-cap profiles serve a different purpose entirely. These u-channel extrusions wrap around panel edges to provide protection and a finished appearance. Think of them as protective caps that prevent delamination of plywood edges while creating clean sight lines. The aluminum u channel design is particularly popular for visible edges where aesthetics matter, such as lid perimeters and access panel openings.
A u shaped aluminium channel also functions as a receiving profile for removable lids and access panels. The channel creates a track that guides panels into position while the lips provide holding force. For cases requiring frequent access, this u-channel approach offers smooth operation without the mechanical complexity of traditional hinge systems.
Hybrid lid extrusions combine multiple functions into single profiles. These sophisticated designs might incorporate tongue-and-groove mating surfaces, hinge attachment points, and weather sealing channels all within one aluminum section. While more expensive, they reduce part count and simplify assembly for production environments.
| Profile Type | Primary Function | Best Applications | Weight Capacity Considerations |
|---|---|---|---|
| Single Angle | Edge framing and corner reinforcement | Budget builds, small to medium cases, DIY projects | Suitable for loads under 50kg when properly braced |
| Double Angle | Panel capture and structural framing | Production runs, heavy-duty cases, frequent transport | Enhanced panel grip supports heavier loads with proper castor placement |
| Tongue and Groove | Lid-to-body sealing and alignment | Dust-sensitive equipment, outdoor touring, secure transport | Distributes lid stress across full perimeter |
| U-Cap / U-Channel | Edge protection and panel guidance | Visible edges, removable panels, sliding access doors | Protects edges but minimal structural contribution |
| Hybrid Lid | Combined sealing, hinging, and weather protection | Premium cases, production manufacturing, specialized applications | Varies by design; typically engineered for specific load requirements |
Each profile type integrates with hardware differently. Angle extrusions accept ball corners at their ends, with the corner hardware designed to match specific extrusion dimensions. Butterfly latches mount through pre-drilled holes in the extrusion face, requiring profiles with adequate wall thickness for secure fastening. Hinge systems attach along tongue-and-groove profiles, distributing lid weight across multiple attachment points.
When planning your build, verify that your chosen extrusions match your hardware specifications. A mismatch between extrusion dimensions and corner hardware means gaps, misalignment, or the need for custom fabrication. With profile types understood, you're ready to explore how manufacturing processes affect the quality of these critical components.

You've selected your alloy and identified the perfect profile type for your project. But here's what many DIY builders overlook: how that aluminum extrusion is manufactured directly impacts whether your hardware fits properly and your case performs as expected. Let's walk through the production process and identify the quality markers that separate professional-grade components from problematic ones.
Imagine squeezing modeling clay through a shaped hole. The aluminium extrusion process works similarly, but with significantly more force and precision. According to Gemini Group, the process involves hydraulic rams applying between 1,000 to 15,000 tons of pressure to force softened aluminum through precisely engineered dies.
The journey from raw material to finished extrusion bar follows these key stages:
Die design represents the most critical element in this chain. The die itself is a hardened steel disk containing the precisely machined opening that determines your profile's shape. Complex profiles, like tongue-and-groove systems, require hollow or semi-hollow dies with internal mandrels that create void spaces. Simpler shapes use solid dies that are less expensive to produce and maintain.
Why does this matter for your flight case project? The quality of die design and maintenance directly affects dimensional consistency. A worn die produces extrusions that gradually drift from specification, leading to fitment issues with corners, latches, and mating profiles. Reputable manufacturers implement preventive maintenance programs to catch these issues before they affect production runs.
Here's where theory meets practice. When your extrusion aluminum arrives, even small dimensional variations can create significant assembly problems. Ball corners designed for specific profile dimensions won't seat properly if the extrusion is oversized. Tongue-and-groove connections become either too loose (allowing dust infiltration) or too tight (preventing proper closure).
Standard tolerances for aluminum extrusion are established by The Aluminum Association and the American National Standards Institute. According to Paramount Extrusions, these guidelines define allowable deviations from specified dimensions, ensuring parts function as intended without requiring additional modifications.
Several factors influence the tolerances achievable in your extruded aluminum components:
Post-extrusion treatments also affect final quality. Heat treatment (the T5 or T6 temper designations discussed earlier) must be carefully controlled to achieve target hardness without introducing distortion. Surface treatments like anodizing add thin layers that can affect critical dimensions if not accounted for in the original design.
When evaluating extrusion suppliers for your flight case project, look for these quality indicators:
Precision matters most where extrusions interface with other components. A flight case is essentially a system of interlocking parts: extrusions meet corners, panels slot into channels, latches engage with catches. When each component holds to specification, assembly becomes straightforward and the finished case performs reliably. When tolerances drift, you're left with gaps, binding, and premature wear that compromise protection.
With manufacturing fundamentals covered, the next consideration is surface finish, which determines both appearance and long-term durability under demanding transport conditions.
You've selected the right alloy, chosen your profile type, and verified manufacturing quality. Now comes a decision that affects both how your case looks and how long it lasts: surface finish. The treatment applied to your flight case aluminum extrusions determines corrosion resistance, aesthetic appeal, and durability under the demanding conditions of touring and transport. Let's explore your options so you can make the right choice for your specific application.
When you hear terms like mill finish, anodized, or powder coated, you might wonder what each actually means for your project. According to Extrude-A-Trim, these characteristics make choosing the right finish a top priority because it directly impacts strength, appearance, and long-term performance.
Mill Finish represents the most economical option. This is aluminum sold exactly as it comes from the extrusion press, with no additional surface treatment applied. The u channel aluminum you receive has a slightly dull, natural metallic appearance with minor surface marks from the manufacturing process.
When does mill finish make sense? Consider it for internal structural components where appearance doesn't matter, prototype builds where you're testing fit before committing to finished materials, or budget-conscious projects where every dollar counts. The trade-off is reduced corrosion protection and a utilitarian look that won't impress clients at professional events.
Anodized Finishes transform the aluminum surface through an electrochemical process. According to BRT Extrusions, anodizing creates a durable, corrosion-resistant oxide layer that becomes an integral part of the aluminum itself. This isn't a coating sitting on top of the metal; it's a chemical transformation of the surface layer.
The anodizing process offers several distinct advantages for extruded aluminium channel components:
Powder Coating takes a different approach entirely. This dry finishing process involves electrostatically applying powder coating material to the aluminum surface, then curing it under heat to create a hard, protective layer. The result is maximum protection with virtually unlimited aesthetic possibilities.
What makes powder coating stand out for case aluminum applications? The finish can withstand impacts, chemicals, and weathering that would damage other treatments. Plus, if you want your aluminum u-channel profiles in a specific corporate color or custom pattern, powder coating delivers options that anodizing simply cannot match.
Choosing between these two premium finishes often comes down to your specific priorities. Both offer excellent protection, but they excel in different areas.
Anodizing integrates with the aluminum at a molecular level, meaning it won't chip, peel, or flake like a surface coating might. This makes anodized extruded aluminium track components ideal for high-friction applications where profiles slide against each other or contact hardware repeatedly. The finish also handles UV exposure exceptionally well, maintaining color stability even after years of outdoor use.
Powder coating, by contrast, creates a thicker protective barrier that absorbs impacts without transferring damage to the underlying aluminum. It's the preferred choice when maximum color customization matters or when cases will encounter harsh chemicals and industrial environments. As noted by industry sources, powder coating is also environmentally friendly since the material contains no solvents or volatile organic compounds.
Your finish decision should align with how the case will actually be used. Consider these practical scenarios:
| Finish Type | Durability Rating | Color Options | Cost Considerations | Best Use Cases |
|---|---|---|---|---|
| Mill Finish | Moderate - basic corrosion resistance only | Natural aluminum only | Lowest cost option | Hidden components, prototypes, budget builds |
| Anodized | High - excellent abrasion and corrosion resistance | Wide range including black, clear, bronze, gold | Moderate - less equipment overhead | Professional touring, outdoor use, high-friction areas |
| Powder Coated | Highest - superior impact and chemical resistance | Virtually unlimited including custom colors and textures | Higher upfront due to equipment needs | Brand matching, industrial environments, maximum protection |
Design complexity also influences your finish choice. According to industry experts, anodizing is better suited for intricate shapes and fine details because it follows every contour precisely. Powder coating works best on smoother profiles where the cured finish can form evenly without pooling in corners or gaps.
Long-term performance under touring conditions deserves careful consideration. Cases that travel frequently face repeated impacts, temperature swings, moisture exposure, and handling stress. Both anodized and powder coated finishes handle these challenges well, but your specific environment should guide the decision. Coastal venues with salt air favor anodizing's corrosion resistance. Industrial settings with chemical exposure favor powder coating's protective barrier.
With surface finish selected, you're ready to tackle the practical question of matching profile specifications to your specific equipment and transport requirements.
You understand the alloys, profile types, manufacturing quality, and surface finishes. Now comes the practical challenge every DIY builder faces: which extrusion profile actually fits your specific project? Selecting the wrong profile means wasted materials, compromised protection, or a case that's heavier than necessary. Let's walk through a systematic approach that matches aluminum u channels and framing profiles to your exact requirements.
Weight capacity is where many builders make their first mistake. They either over-engineer with heavy-duty profiles for lightweight gear, or worse, underestimate loads and end up with a road case that flexes and fails. Here's how to think about this correctly.
According to Armor Cases, the strength of a finished case depends primarily on its size rather than extrusion type alone. A small case under one meter long, carrying less than 50 kilograms, won't benefit significantly from heavy-duty double angle extrusions. The profile choice becomes more critical as dimensions and loads increase.
Consider these weight class guidelines when selecting road case parts:
But here's what many builders overlook: profile strength alone doesn't determine case performance. A 1.2-meter case built with single angle extrusions and six castors, including two in the center, can outperform a double angle case with only four castors. The reduced span and distributed load make a significant difference. Think of your road case hardware as a complete system, not individual components.
Where and how your case travels matters as much as what's inside it. A case that lives in a climate-controlled studio faces completely different challenges than one touring through outdoor festivals or riding in cargo holds.
Transport conditions to evaluate include:
Equipment sensitivity also guides profile selection. Vibration-sensitive electronics benefit from cases built with tighter tongue-and-groove tolerances that eliminate rattling. Moisture-sensitive gear demands profiles with integrated weather sealing channels. Temperature-sensitive items may require profiles that accommodate insulation panels.
Ready to make your selection? Follow this systematic approach to match profiles with your specific requirements:
Here's where DIY builders often encounter problems: not all extrusions work with all panel thicknesses. The relationship between your plywood choice and profile selection is critical for proper assembly.
Most road case hardware suppliers offer extrusions in three standard configurations:
When working with alum u channel profiles, measure the actual channel depth and compare it to your panel thickness. Panels should fit snugly without forcing. If you're considering a 2 inch aluminum u channel for edge protection, verify the internal dimensions accommodate your panel plus any laminate or veneer thickness.
Case size affects extrusion selection in ways that aren't immediately obvious. As cases grow larger, unsupported spans increase, putting greater stress on extrusion connections. A profile that works perfectly for a 600mm case may flex unacceptably in a 1200mm application. The solution isn't always stepping up to heavier extrusions. Adding center dividers, internal bracing, or additional castor support can maintain structural integrity without adding unnecessary weight to smaller sections.
With your profile selection complete, the next step is understanding how these extrusions integrate with the hardware components that complete your flight case assembly.

You've selected the perfect extrusion profile for your project. But here's the reality check every builder eventually faces: aluminum extrusions don't work in isolation. They're designed to interface precisely with corners, latches, handles, and hinges that complete your flight case assembly. Understanding these relationships before you start drilling holes saves frustration and ensures a professional result.
Think of your flight case parts as puzzle pieces engineered to fit together. When the aluminum extrusion channel matches your hardware specifications, assembly becomes straightforward. When dimensions don't align, you're left with gaps, binding, or compromised structural integrity. Let's break down how each component integrates with your extrusions.
Corners take the most abuse during transport. Every drop, every bump, every collision concentrates force at these junction points. According to TCH, corners are the most frequent impact points on cases, making them critical to overall protection.
Ball corners are the workhorses of professional flight case construction. These rounded, typically zinc-plated steel fittings wrap around the case corner where three panels meet. They're designed to absorb impacts that would otherwise damage the extrusions or panels directly. The key to proper installation? Your ball corners must match your extrusion dimensions precisely.
Here's what happens when dimensions don't match:
Flat corners serve applications where size limitations or design requirements preclude ball corners. They're particularly useful when cases must nest together for storage or when a sleeker profile is desired. However, they sacrifice some impact absorption capability compared to their rounded counterparts.
When selecting ATA case hardware, verify that corner specifications list compatibility with your chosen extrusion profile. Reputable suppliers provide dimensional drawings showing exactly how corners interface with specific extrusion types.
The lid-to-body interface is where many DIY builds fail. This connection must accomplish several tasks simultaneously: keep the case closed during transport, align properly every time, seal against environmental intrusion, and withstand repeated opening and closing cycles.
Butterfly latches are the standard choice for flight case applications. These recessed, two-piece latches mount through the extrusion face, with one half on the lid and one on the body. The butterfly mechanism draws the lid down tightly against tongue-and-groove profiles, creating the seal that protects your equipment.
Proper latch installation requires attention to alignment. According to Sun Case Supply, you should align the latch so it splits precisely where your tongue and groove extrusions split. This ensures even pressure distribution and prevents binding.
Hinge systems connect lid extrusions to body extrusions while allowing smooth opening motion. Common options include:
Recessed handles mount directly into the aluminum extrusion channel or panel surfaces, sitting flush when not in use. Their placement must account for case balance when loaded. Position handles so the case lifts evenly without tipping, typically centered on the longest panel faces.
Beyond corners, latches, and hinges, several additional ATA case parts connect directly to your extrusion framework:
How you attach hardware to extrusions determines long-term durability. Two primary methods dominate professional flight case construction:
Pop rivets create permanent, vibration-resistant connections ideal for most aluminum extrusion hardware installations. The process is straightforward: drill a hole through both the hardware and extrusion, insert the rivet, and use a rivet gun to set it. The rivet expands on the back side, creating a mechanical lock that won't loosen over time.
Key riveting tips for DIY builders:
Machine screws with threaded inserts offer an alternative when hardware may need future replacement. This method requires installing threaded inserts into the extrusion, which then accept machine screws through the hardware. While more complex initially, this approach allows non-destructive hardware swaps.
Even experienced builders encounter these issues. Here's how to address the most frequent problems:
Challenge: Corners don't seat flush against extrusion ends.
Solution: Verify extrusion cuts are perfectly square. Even slight angles compound at corners, creating gaps. Use a miter saw with a fine-tooth blade and verify squareness with a combination square before assembly.
Challenge: Latches don't align when closing the case.
Solution: Temporarily strap the lid and body together before drilling latch mounting holes. This ensures alignment matches actual closed position rather than theoretical measurements.
Challenge: Hinges bind or create uneven lid gaps.
Solution: Install hinges before latches. Set hinge alignment first, then adjust latch positions to match. Forcing latches to compensate for hinge misalignment creates stress that leads to premature failure.
Challenge: Rivets spin without setting properly.
Solution: Ensure extrusion wall thickness provides adequate material for rivet expansion. If walls are too thin, consider using larger flange rivets or switching to machine screw fastening.
With hardware integration understood, the final considerations are where to source quality extrusions and how to plan your complete build for professional results.
You've mastered profile selection and hardware integration. Now comes the practical question every builder eventually asks: where to buy aluminum extrusion that meets professional standards without breaking your budget? The sourcing decision impacts everything from project timelines to final case quality. Whether you're building a single prototype or planning production runs, understanding your options helps you make smarter purchasing decisions.
Wondering whether off-the-shelf profiles will work for your project, or if you need something purpose-built? This decision shapes your timeline, budget, and design flexibility. According to Sinoextrud, standard extrusions are pre-designed profiles manufactured in high volumes, while custom extrusions are engineered for unique requirements.
Stock aluminum extrusions offer several compelling advantages for flight case builders:
When do standard profiles make sense? If your case dimensions fall within common ranges and you're using established hardware systems, stock extrusions handle most requirements perfectly. The flight case industry has standardized around specific profile configurations precisely because they work reliably across diverse applications.
Custom extrusion solutions become worthwhile when standard profiles can't deliver what your project demands. Consider custom dies when:
Here's a reality check on aluminum extrusion cost: custom tooling typically runs several thousand dollars, but this investment can reduce assembly time and eliminate secondary operations. One lighting manufacturer discovered that designing a custom profile with integrated heat sinks and mounting clips reduced their parts count from five to one, cutting assembly time by 40%. That's the potential payoff when custom engineering aligns with production needs.
The break-even point varies by project scope. For one-off builds, stock profiles almost always make economic sense. For production runs exceeding several hundred units, custom extrusions often deliver better total value despite higher upfront costs.
Not all suppliers are created equal. The cheap aluminum extrusion that saves money upfront can cost far more when tolerances drift, finishes fail, or delivery delays stall your project. Asking the right questions upfront prevents expensive problems later.
According to sourcing experts at Medium, gathering comprehensive information from potential suppliers is key to establishing long-term, productive relationships. Here's what matters most when evaluating flight case components suppliers:
For builders requiring precision aluminum solutions with comprehensive capabilities, suppliers offering end-to-end services simplify the sourcing process significantly. Shengxin Aluminium's deep processing and custom extrusion services exemplify this integrated approach, with CNC machining centers capable of precise cutting, drilling, and bending to meet exact specifications. Their surface treatment options include anodizing in custom colors, powder coating, PVDF, and micro-arc oxidation for projects demanding superior durability.
When evaluating any supplier, request samples before committing to larger orders. Test-fitting extruded aluminum accessories with your hardware reveals compatibility issues that specifications alone can't predict. A reputable supplier welcomes this validation step because it prevents problems that damage long-term relationships.
Understanding the true cost of extrusions requires looking beyond per-foot pricing:
The lowest quoted price rarely represents the best value. A supplier offering slightly higher piece costs but tighter tolerances, faster delivery, and comprehensive surface treatments often delivers better total project economics than the cheapest alternative that requires additional processing or causes assembly delays.
With sourcing strategies established, you're ready to pull everything together and plan your complete flight case build from start to finish.
You've covered a lot of ground: alloy properties, profile types, manufacturing quality, surface finishes, hardware integration, and sourcing strategies. Now it's time to transform that knowledge into action. Whether you're building your first prototype or scaling up production, success comes down to applying what you've learned systematically.
Before ordering materials, take time to validate your design decisions against your actual requirements. Consider creating a simple checklist based on the selection criteria covered throughout this guide:
Think of your extruded aluminum box as a unified system rather than a collection of individual parts. When extruded aluminium rails, panels, corners, and hardware work together seamlessly, you achieve the protection and durability that defines professional-grade cases. When any component falls short, the entire system suffers.
For DIY builders, starting with a smaller project makes sense. An extruded aluminum housing for a single piece of equipment teaches assembly techniques before you tackle larger, more complex builds. Pay attention to what works smoothly and what requires adjustment. These lessons translate directly to bigger projects.
The difference between an amateur build and a professional result often comes down to material quality. Cheap extrusions with loose tolerances create assembly headaches and compromise long-term performance. Investing in precision-manufactured profiles pays dividends every time you close the case and trust it to protect valuable equipment.
The quality of your aluminum extrusions directly determines case longevity. Precision-manufactured profiles with proper alloy composition, tight tolerances, and appropriate surface treatments create cases that perform reliably for years. Cutting corners on extrusion quality guarantees premature failure when you can least afford it.
For builders ready to move beyond stock profiles, custom solutions open possibilities that standard aluminum extrusion panels cannot match. Integrated features, optimized wall thicknesses, and purpose-built geometries transform designs from functional to exceptional. When considering extruded aluminum panels for production runs, the initial tooling investment often pays for itself through reduced assembly time and improved performance.
Finding the right manufacturing partner matters as much as design decisions. Look for suppliers offering comprehensive capabilities: die development, precision extrusion, secondary machining, and professional surface treatments all under one roof. For builders seeking custom aluminum extrusion solutions with end-to-end support from die development to mass production, Shengxin Aluminium's deep processing services deliver 30+ years of experience with factory-direct pricing. Their 35 extrusion presses and CNC machining centers handle everything from prototypes to high-volume production.
Your equipment deserves protection that matches its value. Quality flight case aluminum extrusions form the foundation of that protection. Armed with the knowledge from this guide, you're ready to build cases that perform at a professional level, whether you're protecting touring gear, industrial equipment, or specialized instruments. Start with solid materials, follow sound engineering principles, and your cases will deliver reliable service for years to come.
The two most popular aluminum alloys for flight case extrusions are 6063 and 6061. Aluminum 6063 offers superior extrudability and smooth surface finishes, making it ideal for complex profiles and anodized appearances. Aluminum 6061 provides higher tensile and yield strength, suitable for heavy-duty structural applications. Both alloys offer excellent corrosion resistance and are available in T5 or T6 tempers, with T6 providing greater hardness and durability after heat treatment.
Single angle extrusions feature an L-shaped profile that attaches to the outside of plywood panels, making panel sizing calculations simpler and costs lower. Double angle extrusions have channels on both sides that grip panel edges, allowing panels to slot directly into grooves for a more secure connection. For cases under one meter carrying less than 50 kilograms, strength differences are minimal. Double angle profiles become more beneficial for larger cases exceeding 1.2 meters or those handling heavier loads.
Flight case aluminum extrusion costs vary based on profile type, alloy grade, surface finish, and order quantity. Stock profiles typically range from $8 to $75 per piece depending on size and complexity. Custom extrusions require additional tooling investment of several thousand dollars but can reduce per-unit costs for production runs. Factors affecting total cost include secondary operations like CNC cutting, anodizing or powder coating treatments, and shipping. Requesting quotes from multiple suppliers and considering value-added services helps determine the best overall value.
Anodizing creates a durable oxide layer that integrates with the aluminum surface, offering excellent abrasion resistance and UV stability without chipping or peeling. It works best for high-friction areas and maintains a metallic appearance. Powder coating provides a thicker protective barrier with virtually unlimited color options, superior impact resistance, and better chemical protection. Choose anodizing for touring applications requiring durability and a sleek look. Select powder coating when maximum color customization or protection against harsh industrial environments is needed.
Quality flight case extrusions are available from specialized hardware suppliers, industrial aluminum distributors, and direct manufacturers. Key evaluation criteria include alloy expertise in 6063 and 6061 grades, published tolerance specifications, quality certifications like ISO, and value-added services such as CNC machining and surface treatments. Suppliers like Shengxin Aluminium offer comprehensive capabilities including die development, precision extrusion, and professional finishes with factory-direct pricing. Always request samples before placing large orders to verify dimensional compatibility with your hardware.




 บริการออนไลน์
บริการออนไลน์ 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 ไทย
ไทย English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية Việt
Việt Українська
Українська