Imagine building a sturdy machine frame, workstation, or enclosure without welding, drilling, or permanent modifications. That's exactly what aluminum t-slot extrusion makes possible. These specially designed extruded aluminum profiles feature T-shaped channels running along their lengths, accepting specialized hardware that allows you to assemble, disassemble, and reconfigure structures with remarkable ease.
At its core, aluminum extrusion is the process of forcing heated aluminum through a shaped die to create profiles with consistent cross-sections. When those profiles incorporate T-shaped grooves—the signature slots that give this system its name—you get a building system that has fundamentally transformed industrial design and DIY projects alike.
Before diving deeper, let's establish the essential terminology you'll encounter throughout your t-slotted framing journey:
These aluminum extrusion profiles work together as an integrated system. The t slot rail provides the structural backbone, while T-nuts, brackets, and connectors transform individual pieces into complete frameworks. This modular approach means you're never locked into a single configuration.
The aluminum t system emerged from industrial automation needs in the 1970s and 1980s, when manufacturers required flexible framing solutions that could adapt to rapidly changing production requirements. Traditional steel fabrication demanded skilled welders, long lead times, and permanent commitments to specific designs.
The revolutionary insight behind T-slot systems is simple yet profound: by standardizing the connection interface rather than the final structure, engineers gained unlimited design flexibility while maintaining predictable strength and precision.
This philosophy explains why extruded aluminum framing now appears everywhere—from CNC machine enclosures and robotic cells to 3D printer frames and trade show displays. When you choose aluminum t-slotted framing, you're selecting a system that prioritizes adaptability without sacrificing structural integrity.
For beginners, this means you can start building with confidence, knowing that mistakes are easily corrected and designs can evolve. For experienced engineers, it offers rapid prototyping capabilities and the freedom to optimize structures through iterative refinement rather than costly redesigns.

Ever wondered how those precisely engineered aluminum extrusions go from raw metal to the perfectly slotted profiles you see in finished builds? The manufacturing process behind aluminum t-slot extrusion is a fascinating blend of metallurgical science, precision engineering, and quality control. Understanding this process helps you appreciate why quality varies between suppliers—and why it matters for your projects.
The journey of every aluminum extrusion profile begins with a billet—a solid cylindrical log of aluminum alloy, typically 6063-T5 or 6063-T6. This particular alloy offers an ideal balance of extrudability, strength, and corrosion resistance that makes it the industry standard for t-slot applications.
Professional extrusion facilities use multiple presses of varying tonnage—ranging from 500 tons for smaller profiles to over 3,000 tons for larger, more complex shapes. This variety allows manufacturers to match the right press capacity to each aluminum extrusion profile's size and complexity, ensuring optimal results.
What separates high-quality T-slot profiles from inferior alternatives? It comes down to die design, process control, and rigorous quality standards.
Die engineering is perhaps the most critical factor. The T-slot geometry requires extremely precise die cutting to ensure that slots maintain consistent width and depth along the entire profile length. Even minor variations can cause T-nuts to bind or fit loosely, compromising your assembly's integrity. Quality die makers account for aluminum flow characteristics, thermal expansion, and die deflection under pressure.
Temperature control throughout the process directly affects dimensional accuracy. Too hot, and the aluminum becomes difficult to control; too cool, and surface defects appear. Professional facilities monitor temperatures at multiple points and adjust parameters in real-time.
Tolerance specifications tell you a lot about manufacturing quality. Premium aluminum extrusions typically hold dimensional tolerances of ±0.1mm or better on critical features like slot width and profile dimensions. This precision ensures that components from the same series—even from different production runs—fit together perfectly.
Quality control extends beyond dimensional checks. Visual inspection catches surface defects, while mechanical testing verifies that the material meets strength specifications. Some manufacturers also perform twist and straightness measurements, since even slight deviations can cause alignment problems in larger assemblies.
Understanding this manufacturing process reveals why sourcing matters. The precision required to produce consistently accurate T-slot profiles demands significant investment in equipment, tooling, and expertise—factors that directly influence the quality of your finished build.
Now that you understand how aluminum t-slot extrusion is manufactured, you're probably wondering: which size profile should I actually use? This is where many builders get stuck. With dozens of aluminum extrusion sizes available, selecting the right profile can feel overwhelming. The good news? Once you understand the series system and how it relates to your project requirements, choosing becomes straightforward.
The "series" designation in t-slot profiles refers to the base dimension of the extrusion in millimeters. When you see terms like 4040 or 80 20 aluminum, these numbers describe the profile's cross-sectional dimensions. A 4040 profile, for instance, measures 40mm x 40mm—a perfect square. A t slot 2040 profile measures 20mm x 40mm, creating a rectangular cross-section.
Here's where it gets interesting: the series also determines slot width, which affects hardware compatibility. A 20-series profile uses 5mm or 6mm slots, while a 45-series typically features 10mm slots. This means T-nuts, brackets, and accessories are series-specific—you can't use 40-series hardware in 20-series slots without adapters.
The table below breaks down the most common extruded aluminum sizes and their characteristics:
| Profile Series | Typical Dimensions | Slot Width | Load Capacity Range | Ideal Applications |
|---|---|---|---|---|
| 20-Series | 20x20mm, 20x40mm, 20x60mm | 5-6mm | Light (up to 50 lbs/linear ft) | 3D printer frames, small enclosures, lightweight fixtures, DIY projects |
| 30-Series | 30x30mm, 30x60mm, 30x90mm | 8mm | Medium-Light (50-100 lbs/linear ft) | Workstation frames, display structures, medium-duty guards |
| 40-Series | 40x40mm, 40x80mm, 4060 aluminum extrusion | 8mm | Medium (100-200 lbs/linear ft) | Machine frames, robotic cells, assembly tables, conveyor supports |
| 45-Series | 45x45mm, 45x90mm, 45x180mm | 10mm | Medium-Heavy (150-300 lbs/linear ft) | Industrial workstations, heavy equipment guards, structural frames |
| 80-Series & Larger | 80x80mm, 80x160mm, 100x100mm | 10mm | Heavy (300+ lbs/linear ft) | Large machine bases, gantry systems, heavy industrial applications |
If you've researched 80/20 aluminum or similar brands, you may have noticed some profiles listed in fractional inches rather than millimeters. The fractional system—common in North American markets—uses dimensions like 1" x 1" (roughly equivalent to 25mm) or 1.5" x 1.5" (approximately 38mm).
Which system should you choose? Consider these factors:
Most builders today gravitate toward metric series for their versatility and standardization. However, both systems deliver equivalent performance—the key is consistency within your project.
Sounds complex? It doesn't have to be. Think of profile selection like choosing lumber for a deck: you wouldn't use 2x4s for the main beams supporting heavy loads, and you wouldn't waste thick 6x6 posts on lightweight railings.
The same logic applies to aluminum extrusion sizes. A 20-series profile works beautifully for a 3D printer frame where loads are minimal and weight savings matter. But that same profile would flex unacceptably as the crossbeam of a large CNC router table. For that application, you'd want 40-series or larger.
When evaluating which series fits your project, consider these key selection criteria:
One practical approach: when in doubt, go one size up from your initial calculation. The modest cost increase provides valuable safety margin and often simplifies assembly with more robust connection points. This is especially true for your first build, where you're still learning how the system behaves under real-world conditions.
With your profile series selected, the next consideration is how these extrusions actually perform structurally—and how t-slot connections compare to traditional joining methods like welding or bolting.
Here's a question that stops many first-time builders: can aluminum t-slot extrusion really handle serious loads, or is it just for lightweight prototypes? The answer might surprise you. When properly designed and assembled, t slotted aluminum systems deliver structural performance that rivals—and in many scenarios surpasses—traditional fabrication methods like welding and bolted steel construction.
Understanding how these systems distribute stress and maintain integrity under load transforms how you approach structural design. Let's break down the engineering principles that make aluminum structural framing a legitimate choice for demanding industrial applications.
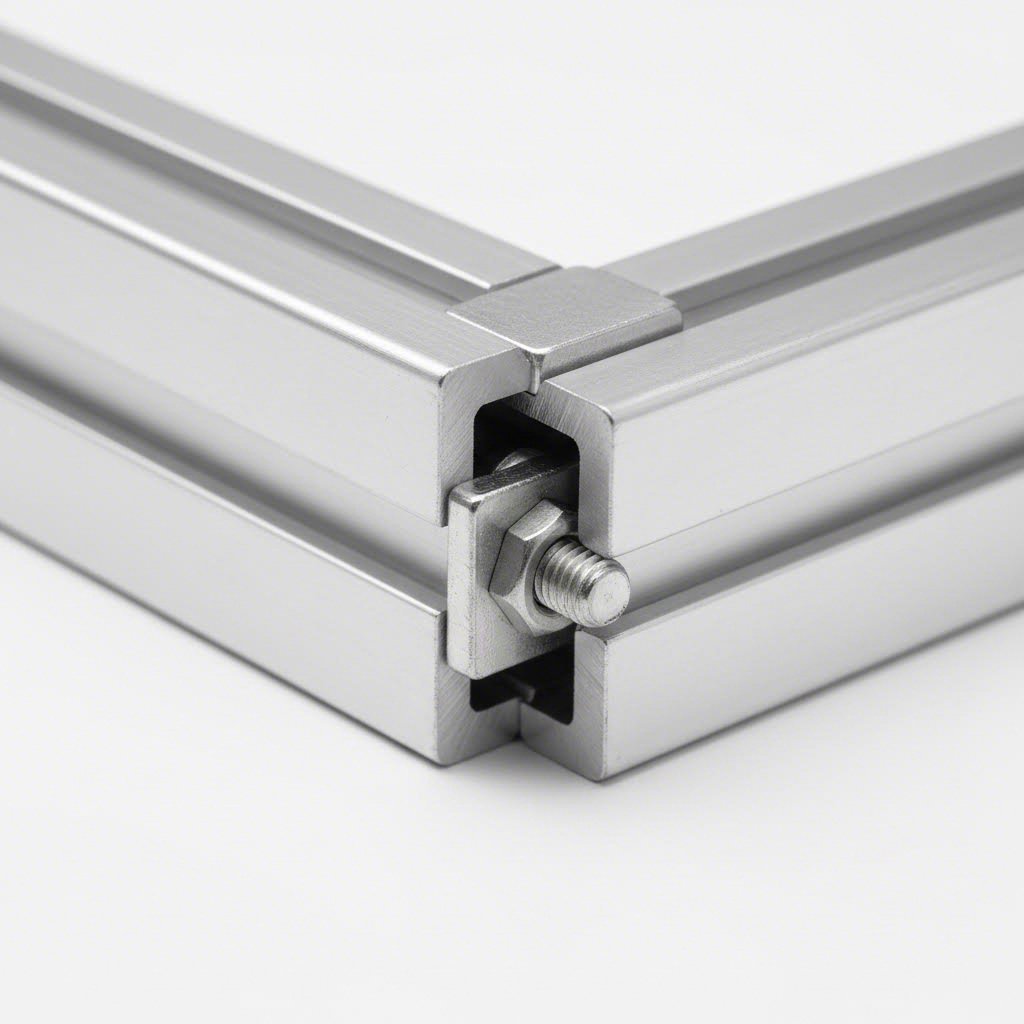
The structural performance of any aluminum extrusion frame depends on three interconnected factors: the profile's geometry, the connection method, and how loads are distributed throughout the assembly. Unlike welded structures where joints become the strongest points, t-slot connections create what engineers call "semi-rigid" joints—and this characteristic is actually an advantage in many situations.
When you tighten a T-nut against a bracket or connector, the clamping force creates friction-based resistance. This means the connection can absorb minor movements and vibrations without transferring destructive stress concentrations to the aluminum itself. According to structural analysis principles, load capacity calculations must account for stress, deflection, and buckling limits—and properly designed t-slot assemblies address all three.
Consider these structural realities:
Material properties also favor aluminum in strength-to-weight comparisons. While steel yields higher absolute tensile strength (approximately 50,000 psi versus 36,000 psi for structural aluminum extrusions), aluminum achieves nearly twice the strength-to-weight ratio. This means you can often use larger aluminum profiles that exceed steel's performance while still reducing overall assembly weight.
Choosing between extruded aluminum framing and traditional fabrication isn't simply about strength numbers—it's about matching the joining method to your project's complete requirements. The table below provides a direct comparison across the factors that matter most:
| Factor | T-Slot Assembly | Welded Steel | Bolted Connections |
|---|---|---|---|
| Tensile Strength | Good (36,000 psi typical) | Excellent (50,000+ psi) | Good (depends on material) |
| Strength-to-Weight Ratio | Excellent (nearly 2x steel) | Moderate | Moderate to Good |
| Reconfigurability | Excellent (fully adjustable) | None (permanent) | Limited (fixed hole locations) |
| Assembly Skill Required | Low (hand tools only) | High (certified welders) | Moderate (drilling, alignment) |
| Lead Time | Fast (often same-day assembly) | Slow (fabrication queue) | Moderate |
| Corrosion Resistance | Excellent (natural oxide layer) | Poor (requires coating) | Varies by material |
| Overall Cost | Lower (reduced labor) | Higher (tooling + labor) | Moderate |
| Modification Cost | Minimal | High (re-fabrication) | Moderate |
T-slot systems excel in scenarios where flexibility matters. Production environments change constantly—equipment gets upgraded, workflows evolve, and floor space gets reorganized. An aluminum extrusion frame that took an afternoon to build can be reconfigured in hours, while a welded steel structure requires cutting torches and re-welding to accomplish the same modification.
The comparison between t-slot aluminum and welded steel also reveals hidden cost advantages. Although aluminum's raw material cost slightly exceeds steel, the elimination of welding labor, specialized equipment, and finishing requirements (steel needs priming and painting while aluminum resists corrosion naturally) typically makes t-slot framing the more economical choice overall.
What if your application demands maximum structural rigidity? T-slot systems offer multiple reinforcement strategies that can achieve performance levels suitable for heavy industrial use:
For truly demanding applications, remember that aluminum's flexibility is actually beneficial—it can flex under heavy loads and spring back from impact shock, rather than permanently deforming like over-stressed steel. This resilience makes structural aluminum extrusions particularly valuable in environments with dynamic loading or occasional impacts.
The bottom line? T-slot aluminum systems can absolutely withstand heavy loads when designed thoughtfully. The key is matching profile sizes to actual load requirements, selecting appropriate connection hardware, and incorporating reinforcement where stress analysis indicates it's needed. With the structural fundamentals covered, let's explore the complete ecosystem of hardware and accessories that transforms raw profiles into finished assemblies.
You've selected your profile series and understand how t-slot connections deliver structural strength. Now comes the exciting part: discovering the vast ecosystem of hardware that transforms raw aluminum t-slot extrusion into functional machines, enclosures, and workstations. Think of it like this—the profiles are your building's skeleton, but brackets, fasteners, and accessories are what bring that skeleton to life.
Unlike traditional fabrication where you're limited to drilling holes exactly where you need them, tslots accept standardized hardware that slides into position anywhere along the profile length. This flexibility is what makes the system so powerful—but it also means understanding which components work together.
Every aluminum t channel system relies on a core set of component categories. Whether you're building a simple frame or a complex automated cell, you'll draw from these essential hardware groups:
Here's where compatibility becomes critical. Not all hardware works with all profiles—and mixing incompatible components leads to frustrating assembly problems.
The primary compatibility factor is slot width. Remember from the profile selection discussion: 20-series profiles typically feature 5-6mm slots, while 40-series and 45-series use 8mm and 10mm slots respectively. A T-nut designed for 8mm slots simply won't fit into a 6mm channel—and forcing it risks damaging both the hardware and your extruded aluminum rails.
Beyond slot dimensions, consider these compatibility factors when sourcing components:
The smartest approach? Source your complete hardware ecosystem from one supplier whenever possible. This ensures dimensional compatibility, consistent finish quality, and simplified ordering. When you must mix sources, verify critical dimensions—especially slot width and fastener thread—before committing to large quantities.
With the hardware ecosystem mapped out, you're ready to tackle the hands-on work of actually assembling your t-slot structure. The next section walks through professional assembly techniques that deliver square, solid results every time.

You've selected your profiles, gathered your hardware, and you're ready to build. But here's what separates a wobbly, frustrating assembly from a rock-solid structure: technique. The beauty of modular aluminum framing is that anyone can do it—no welding certifications, no specialized training. Yet the difference between a beginner's first attempt and a professional-quality build comes down to following a systematic process and avoiding a handful of common pitfalls.
Whether you're constructing your first aluminum extrusion frame kit or your fiftieth t slotted framing project, these assembly fundamentals ensure consistent, precision results every time.
Before touching a single profile, gather your tools. The good news? You won't need anything exotic. The essential toolkit for extruded t slot assembly includes:
Now, follow this proven sequence for t slotted assembly:
Even experienced builders occasionally produce frames that don't quite meet expectations. Here are the common mistakes and how to sidestep them:
Mistake #1: Tightening connections prematurely. When you fully tighten one joint before completing others, you lock in any misalignment. Keep everything finger-tight until the entire structure is assembled and squared.
Mistake #2: Ignoring the diagonal check. Eyeballing square corners is unreliable. Those diagonal measurements reveal truth—if one diagonal is even 2mm longer than the other, your frame will rack under load and doors or panels won't fit properly.
Mistake #3: Insufficient T-nuts at high-stress joints. A single T-nut per bracket works for light applications, but structural connections need two or more fasteners per side to resist rotation and distribute load effectively.
Mistake #4: Forgetting about access. Once profiles are joined, some T-nut positions become impossible to reach. Think through your assembly sequence so you can access all fasteners for final tightening—or use drop-in T-nuts that insert from profile ends before joining.
The golden rule of t-slot assembly: build loose, square carefully, then tighten systematically. Rushing the tightening phase before confirming alignment creates problems that compound throughout the entire structure.
For achieving truly square corners, consider using corner cubes or internal right-angle connectors that mechanically enforce 90-degree alignment. These components cost slightly more than simple brackets but dramatically reduce squaring time on larger frames.
Maintaining alignment over longer spans requires attention to profile straightness. Before assembly, sight down each profile to check for bowing. Slightly bowed profiles can be straightened during assembly by strategic tightening sequences, but severely warped stock should be replaced.
Finally, for frames that will be disassembled and reassembled—trade show displays, reconfigurable workstations, or portable equipment—consider numbering your profiles and connections. A simple marking system lets you recreate precise alignment without re-squaring every joint.
With your frame assembled square and solid, you're ready to see how these techniques translate into real-world applications across industries—from automation cells to cleanroom enclosures.
You've mastered the fundamentals—profile selection, structural design, and assembly techniques. Now imagine walking through a modern factory, research lab, or trade show floor. What do you see? Extruded aluminum profiles everywhere, quietly supporting the equipment and infrastructure that keeps these environments running. The versatility of aluminum t-slot extrusion explains why it has become the go-to structural solution across such diverse applications.
From high-speed robotic cells to custom 3D printer builds in home workshops, extruded aluminum systems bridge the gap between industrial-grade performance and accessible construction. Let's explore the specific applications where t-slot framing delivers exceptional value—and connect each back to the profile selection criteria you learned earlier.
When you think about where aluminum framing extrusion makes the biggest impact, industrial automation tops the list. The demands here are intense: structures must handle vibration, support precision components, and adapt quickly as production requirements evolve.
Why does t-slot dominate these demanding applications? Recall the strength-to-weight ratio discussion from earlier sections. Industrial automation environments prioritize both rigidity and the ability to modify layouts as products and processes change. Permanent welded structures can't match this flexibility.
Beyond heavy automation equipment, extruded aluminum frame solutions address applications where ergonomics, cleanliness, and customization matter most.
T-slot framing extends well beyond factory floors into commercial, retail, and data center environments where appearance and functionality must coexist.
Each of these applications connects directly to the profile selection criteria covered earlier. Trade show displays typically use 20-series or 30-series profiles where aesthetics and portability outweigh maximum load capacity. Robotic guarding installations often require 40-series or 45-series profiles to meet safety standards for barrier strength. Data center racks might combine light profiles for cable management with heavier sections for equipment mounting.
The pattern is clear: wherever industries need structural solutions that balance strength, adaptability, and professional appearance, extruded aluminum profiles deliver. Whether you're designing an automated production cell or a portable exhibition booth, the same t-slot principles apply—just scaled to match your specific requirements.
Of course, different environments also impose different demands on surface finish and corrosion protection. Let's examine how surface treatments expand the range of conditions where aluminum framing thrives.
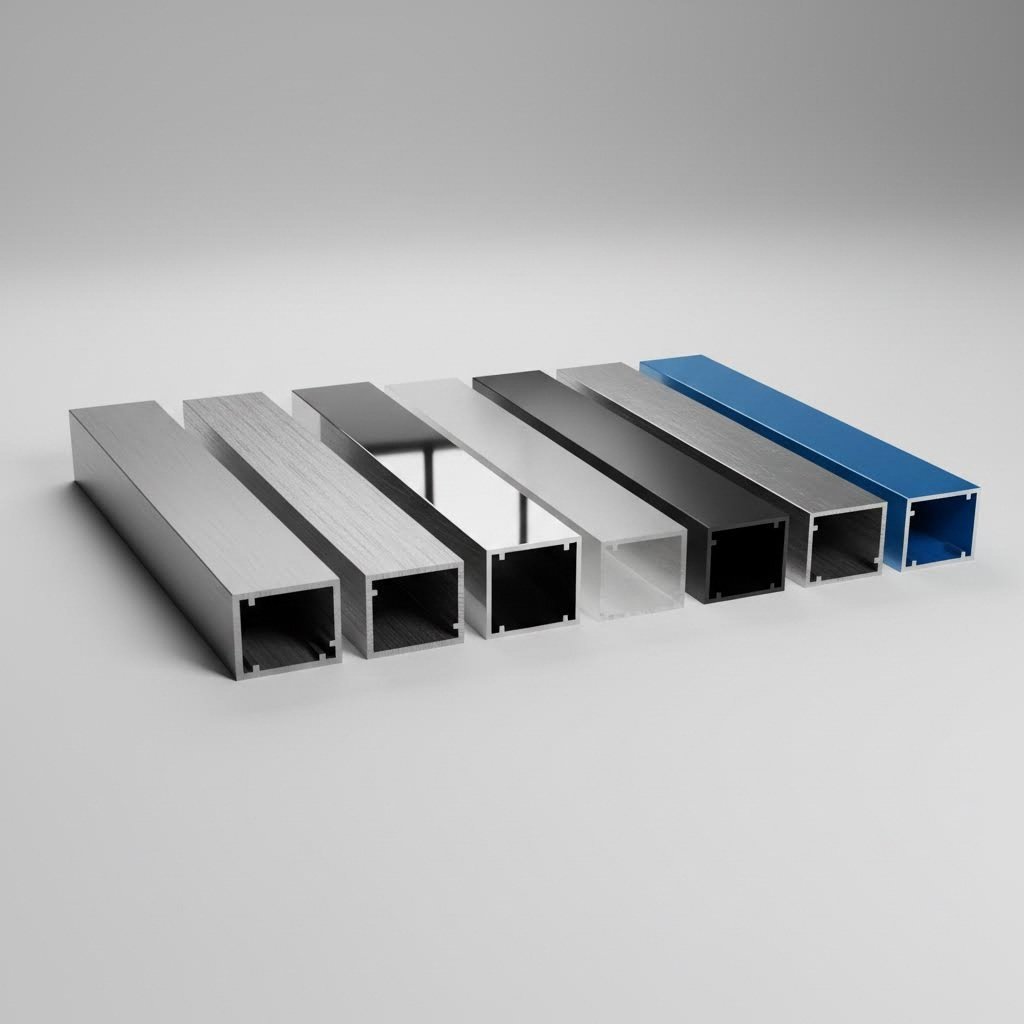
Your aluminum t-slot extrusion arrives with a natural silvery appearance—but is that raw finish suitable for your application? Maybe, maybe not. The surface treatment you choose dramatically affects how your structure performs over time, how it looks, and even how easily it assembles. Understanding your options transforms surface finishing from an afterthought into a strategic decision that protects your investment.
Think of surface treatments as armor for your aluminum. While extruded aluminum naturally forms a thin protective oxide layer, this minimal protection isn't always enough. Harsh chemicals, coastal salt air, outdoor UV exposure, or simply high-traffic environments can degrade unprotected surfaces surprisingly quickly. The right finish extends service life from years to decades.
Before diving into specific options, understand what you're actually choosing between. Surface treatments fall into two broad categories: oxide-based finishes that enhance aluminum's natural properties, and organic coatings that apply a protective layer on top of the metal.
Mill Finish represents the baseline—aluminum exactly as it exits the extrusion press. The surface shows minor die marks and handling scratches, with only the natural oxide layer for protection. Mill finish works perfectly for non-visible structural applications, prototyping, or projects where you'll apply your own coating later. It's also the most economical option.
Clear Anodizing thickens aluminum's natural oxide layer through an electrochemical process, creating a hard, durable surface that resists scratches and corrosion. According to industry finishing experts, the lifetime of an anodized coating is proportional to its thickness—Class I (0.7 mils) lasts roughly twice as long as Class II (0.4 mils) in exterior applications. The finish becomes integral to the metal itself, meaning it cannot peel or flake like applied coatings.
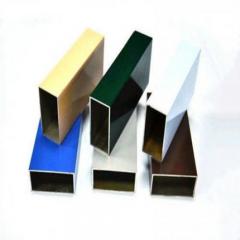
Colored Anodizing adds dyes during the anodizing process, producing rich colors that penetrate into the oxide layer. Black aluminum extrusion remains the most popular choice for its professional appearance and ability to hide minor scratches. Bronze, gold, and champagne tones are also widely available. One important note: colors fade more quickly with thinner coatings because they contain less coloring agent.
Powder Coating applies dry polymer powder electrostatically, then cures it under heat to form a thick, durable finish. This method produces no VOC emissions during curing—a significant environmental advantage. Powder coatings resist scratches, chipping, and fading while offering virtually unlimited color options. The tradeoff? The coating sits on top of the aluminum rather than integrating with it, so severe impacts can cause chipping that exposes base metal.
Specialized Treatments address extreme requirements. PVDF (polyvinylidene fluoride) coatings, often known by brand names like Kynar 500 or Hylar 5000, deliver exceptional UV resistance and color stability for long-term outdoor exposure. As noted by coating specialists, PVDF has dominated curtainwall and metal roofing markets because of its weather resistance and color variety. Micro-arc oxidation creates ceramic-like surfaces with extraordinary hardness and wear resistance for demanding industrial applications.
With so many options, how do you decide? The table below compares key characteristics across common surface treatments for aluminium extrusion profile applications:
| Surface Treatment | Durability | Corrosion Resistance | Aesthetic Options | Best Applications |
|---|---|---|---|---|
| Mill Finish | Low to Moderate | Basic (natural oxide only) | Raw aluminum appearance | Prototypes, hidden structures, pre-coating projects |
| Clear Anodizing | High (Class I) to Moderate (Class II) | Excellent (renewable through cleaning) | Metallic silver, satin to bright | Indoor structures, light industrial, visible framing |
| Colored Anodizing | High | Excellent | Black, bronze, gold, custom colors | Machine frames, workstations, aesthetic builds |
| Powder Coating | Very High | Excellent | Unlimited RAL colors, textures | Outdoor equipment, color-matched branding, harsh environments |
| PVDF Coating | Exceptional (20+ year warranties) | Outstanding | Wide color range, excellent gloss retention | Outdoor architectural, coastal environments, long-term installations |
| Micro-Arc Oxidation | Exceptional (ceramic-like hardness) | Superior | Limited (typically gray/white) | High-wear industrial, aerospace, specialized equipment |
When evaluating options for your extruded aluminium channel or aluminium rail extrusions, consider the operating environment first. Indoor applications with minimal handling can use clear anodizing economically. Outdoor installations—especially in coastal or industrial areas—demand powder coating or PVDF for lasting protection. High-traffic surfaces benefit from anodizing's superior abrasion resistance.
Surface treatments also affect hardware compatibility and assembly. Thick powder coatings can reduce slot width slightly, potentially causing tight fits with T-nuts sized for standard dimensions. Quality finishes maintain consistent dimensions, but always verify hardware compatibility when using heavily coated profiles. Anodized aluminum extruded surfaces, by contrast, add minimal thickness and rarely create fit issues.
One often-overlooked advantage of anodizing: it's renewable. When an anodized surface appears to have failed after years of service, cleaning with mild detergent and gentle abrasion often reveals fresh oxide beneath accumulated dirt. This renewability extends effective service life significantly compared to organic coatings that require complete refinishing once degraded.
Professional aluminum processors offer comprehensive surface treatment options that go well beyond basic finishes. Working with an established manufacturer like Shengxin Aluminium—with over 30 years of experience and advanced surface treatment capabilities—gives you access to custom anodizing colors like champagne and rose gold, PVDF coatings, and micro-arc oxidation for demanding applications. This end-to-end capability simplifies sourcing while ensuring finish quality matches profile precision.
The finish you select becomes permanent (or at least long-term), so consider future needs alongside current requirements. A machine frame built today might move outdoors in three years. Spending slightly more on powder coating now costs far less than refinishing or replacing corroded profiles later.
With surface treatment decisions made, one major question remains: where should you actually source your t-slot extrusions and hardware? The next section guides you through evaluating suppliers and finding quality partners who deliver both excellent products and reliable support.
You've designed your structure, selected the right profile series, and know exactly which surface treatment fits your application. Now comes a question that trips up many builders: where to buy aluminum extrusion that actually meets your quality expectations? The difference between a frustrating project filled with misaligned profiles and stripped T-nuts versus a smooth, professional build often comes down to your supplier choice.
Finding reliable aluminium extrusion sources isn't just about price comparison. The manufacturer you partner with affects everything from dimensional accuracy to lead times to the technical support available when you hit unexpected challenges. Let's walk through what separates excellent suppliers from those who leave you struggling with subpar materials.
When you start searching for aluminum extrusions for sale, you'll quickly discover dozens of options ranging from small distributors to massive manufacturing operations. How do you filter this list down to partners worth your time and money?
Start by evaluating these critical supplier criteria:
Beyond basic capabilities, certain characteristics distinguish truly excellent aluminum extrude suppliers from acceptable ones. These factors become increasingly important as your projects grow in complexity and volume.
Certifications matter. ISO 9001 certification indicates documented quality management systems with regular audits and continuous improvement processes. For automotive applications, look for IATF 16949; aerospace projects may require AS9100. These certifications aren't just logos—they represent systematic approaches to consistent quality that protect your project outcomes.
Vertical integration delivers advantages. When a single manufacturer handles everything from die development through extrusion, machining, surface treatment, and final inspection, you benefit from streamlined communication, faster problem resolution, and consistent quality standards across all production stages. Fragmented supply chains—where extrusion happens at one facility, machining at another, and finishing somewhere else—introduce handoff delays and quality variability.
Experience indicates reliability. Manufacturers with decades of operation have refined their processes, solved countless technical challenges, and built the institutional knowledge that prevents rookie mistakes. Established manufacturers like Shengxin Aluminium, with over 30 years in the industry, bring this depth of experience alongside comprehensive deep processing services. Their facility houses 35 extrusion presses ranging from 600T to 5500T, plus advanced CNC machining centers—the kind of infrastructure that supports projects from simple frames to complex industrial systems.
When evaluating potential partners, ask these qualifying questions:
The answers reveal whether you're dealing with a capable manufacturing partner or simply a reseller with limited ability to support complex requirements.
With aluminium extrusions for sale from numerous sources, how do you make the final call? Consider ordering sample profiles before committing to large purchases. Quality manufacturers welcome this—they know their products speak for themselves. Check dimensional accuracy with calipers, verify slot width consistency, and assess surface finish quality firsthand.
For ongoing projects, building a relationship with a full-service provider pays dividends over time. You'll develop shared understanding of your requirements, streamline reordering processes, and gain priority access when capacity gets tight. The modest premium for factory-direct sourcing from an established manufacturer typically delivers better total value than chasing the lowest extruded aluminum for sale price from unknown suppliers.
Your aluminum t-slot extrusion supplier becomes a partner in every structure you build. Choose wisely, and you'll spend your time designing and assembling rather than fighting quality issues and chasing delayed shipments. The knowledge you've gained throughout this guide—from profile selection through assembly techniques to surface treatments—prepares you to ask the right questions and recognize the right answers when evaluating where to buy aluminum extrusion for your next project.
T-slot aluminum framing consists of extruded aluminum profiles featuring T-shaped channels that accept specialized hardware for tool-free assembly. Engineers use this modular system to build machine frames, workstations, safety guards, and enclosures without welding or drilling. The system allows rapid prototyping, easy reconfiguration, and iterative design improvements. With series ranging from lightweight 20mm profiles for 3D printers to heavy-duty 80mm+ options for industrial machinery, engineers match profile sizes to specific load requirements while maintaining flexibility for future modifications.
T-slot framing serves diverse applications across industries. Common uses include CNC machine frames and enclosures, robotic cell safety guarding, assembly workstations, conveyor systems, 3D printer frames, laboratory equipment, trade show displays, and data center cable management infrastructure. The system excels wherever structures need to combine rigidity with reconfigurability. Manufacturing environments particularly benefit because production layouts can be modified quickly without costly re-fabrication of welded steel structures.
T-slot aluminum offers nearly twice the strength-to-weight ratio of steel while eliminating welding requirements. Assembly requires only hand tools and basic skills versus certified welders for steel fabrication. T-slot connections allow full reconfiguration, while welded joints are permanent. Aluminum naturally resists corrosion without painting, reducing maintenance costs. Though steel provides higher absolute tensile strength, the total cost advantage typically favors aluminum when factoring in reduced labor, faster assembly, and modification flexibility.
Profile sizes follow a series system based on millimeter dimensions. The 20-series (20x20mm, 20x40mm) suits lightweight applications like 3D printers. The 30-series handles medium-light loads for workstations. The 40-series (40x40mm, 40x80mm) serves machine frames and robotic cells. The 45-series and 80-series support heavy industrial applications. Fractional inch equivalents exist for North American markets. Selection depends on load requirements, span length, environmental factors, and aesthetic considerations—larger profiles handle heavier loads and longer unsupported spans.
Quality sourcing requires evaluating manufacturer capabilities including press tonnage range, CNC machining services, surface treatment options, and technical support availability. Vertically integrated manufacturers who handle extrusion through finishing maintain tighter quality control. Look for ISO 9001 certification and transparent pricing. Established manufacturers like Shengxin Aluminium offer factory-direct pricing with comprehensive services from custom die development to mass production, backed by 30+ years of experience and 35 extrusion presses ranging from 600T to 5500T capacity.




 บริการออนไลน์
บริการออนไลน์ 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 ไทย
ไทย English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية Việt
Việt Українська
Українська